
Page 81 - 无损检测2025年第二期
P. 81
孙圣辉,等:
不锈钢材料及焊缝的涡流阵列检测效果分析
则柔性探头的SDD拓扑方式对表面缺陷有次好的检
测效果和信噪比。
对于焊缝近表面缺陷,柔性探头的LSD拓扑方
式对近表面缺陷有最好的检测效果和信噪比,能更
好地检出埋藏较深的缺陷。柔性探头与焊缝表面的
贴合度(焊缝是否磨平),对检测效果有一定的影响
(比柔性探头检测表面缺陷的影响小)。
在实际检测不锈钢焊缝时,如需同时检出表面
和近表面缺陷,推荐采用软衬垫探头的SDD拓扑方
式和柔性探头的LSD拓扑方式分别进行检测;当柔
性探头对焊缝表面有较好的贴合度(焊缝磨平)时,
可采用柔性探头的SDD拓扑方式和LSD拓扑方式
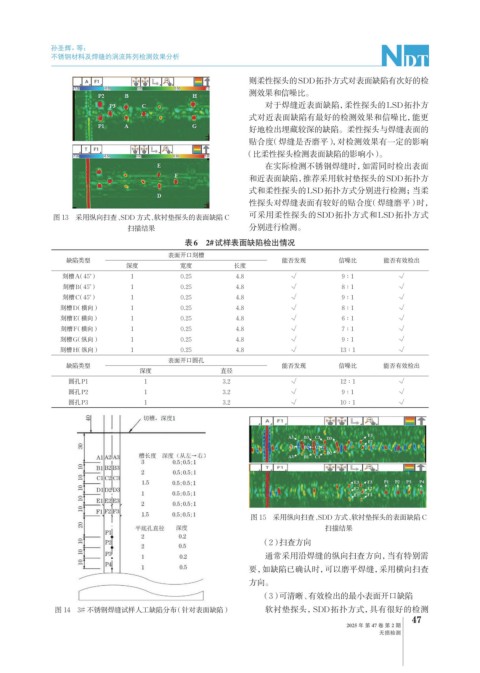
图 13 采用纵向扫查、SDD 方式、软衬垫探头的表面缺陷 C
扫描结果 分别进行检测。
表6 2#试样表面缺陷检出情况
表面开口刻槽
缺陷类型 能否发现 信噪比 能否有效检出
深度 宽度 长度
刻槽A(45°) 1 0.25 4.8 √ 9∶1 √
刻槽B(45°) 1 0.25 4.8 √ 8∶1 √
刻槽C(45°) 1 0.25 4.8 √ 9∶1 √
刻槽D(横向) 1 0.25 4.8 √ 8∶1 √
刻槽E(横向) 1 0.25 4.8 √ 6∶1 √
刻槽F(横向) 1 0.25 4.8 √ 7∶1 √
刻槽G(纵向) 1 0.25 4.8 √ 9∶1 √
刻槽H(纵向) 1 0.25 4.8 √ 13∶1 √
表面开口圆孔
缺陷类型 能否发现 信噪比 能否有效检出
深度 直径
圆孔P1 1 3.2 √ 12∶1 √
圆孔P2 1 3.2 √ 9∶1 √
圆孔P3 1 3.2 √ 10∶1 √
图 15 采用纵向扫查、SDD 方式、软衬垫探头的表面缺陷 C
扫描结果
(2)扫查方向
通常采用沿焊缝的纵向扫查方向,当有特别需
要,如缺陷已确认时,可以磨平焊缝,采用横向扫查
方向。
(3)可清晰、有效检出的最小表面开口缺陷
图 14 3# 不锈钢焊缝试样人工缺陷分布(针对表面缺陷) 软衬垫探头,SDD拓扑方式,具有很好的检测
47
2025 年 第 47 卷 第 2 期
无损检测