
Page 79 - 无损检测2025年第二期
P. 79
孙圣辉,等:
不锈钢材料及焊缝的涡流阵列检测效果分析
图 9 1# 不锈钢材料试样人工缺陷分布(厚度 4 mm,从试样
反面检测)
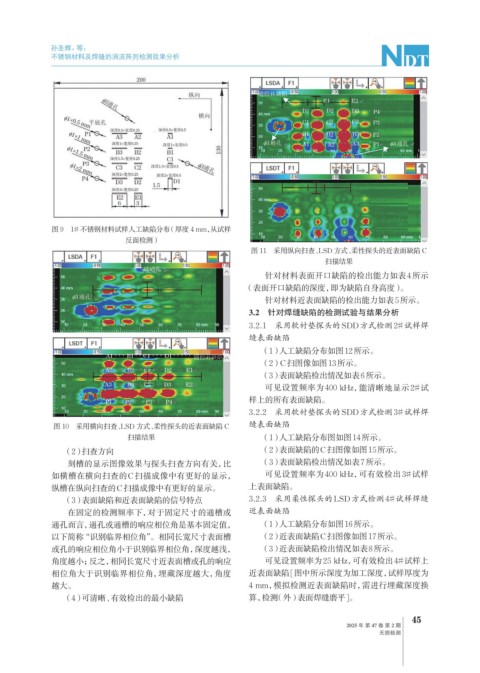
图 11 采用纵向扫查、LSD 方式、柔性探头的近表面缺陷 C
扫描结果
针对材料表面开口缺陷的检出能力如表4所示
(表面开口缺陷的深度,即为缺陷自身高度)。
针对材料近表面缺陷的检出能力如表5所示。
3.2 针对焊缝缺陷的检测试验与结果分析
3.2.1 采用软衬垫探头的SDD方式检测2#试样焊
缝表面缺陷
(1)人工缺陷分布如图12所示。
(2) C扫图像如图13所示。
(3)表面缺陷检出情况如表6所示。
可见设置频率为400 kHz,能清晰地显示2#试
样上的所有表面缺陷。
3.2.2 采用软衬垫探头的SDD方式检测3#试样焊
缝表面缺陷
图 10 采用横向扫查、LSD 方式、柔性探头的近表面缺陷 C
扫描结果 (1)人工缺陷分布图如图14所示。
(2)扫查方向 (2)表面缺陷的C扫图像如图15所示。
刻槽的显示图像效果与探头扫查方向有关,比 (3)表面缺陷检出情况如表7所示。
如横槽在横向扫查的C扫描成像中有更好的显示, 可见设置频率为400 kHz,可有效检出3#试样
纵槽在纵向扫查的C扫描成像中有更好的显示。 上表面缺陷。
(3)表面缺陷和近表面缺陷的信号特点 3.2.3 采用柔性探头的LSD方式检测4#试样焊缝
在固定的检测频率下,对于固定尺寸的通槽或 近表面缺陷
通孔而言,通孔或通槽的响应相位角是基本固定值, (1)人工缺陷分布如图16所示。
以下简称“识别临界相位角”。相同长宽尺寸表面槽 (2)近表面缺陷C扫图像如图17所示。
或孔的响应相位角小于识别临界相位角,深度越浅, (3)近表面缺陷检出情况如表8所示。
角度越小;反之,相同长宽尺寸近表面槽或孔的响应 可见设置频率为25 kHz,可有效检出4#试样上
相位角大于识别临界相位角,埋藏深度越大,角度 近表面缺陷[图中所示深度为加工深度,试样厚度为
越大。 4 mm,模拟检测近表面缺陷时,需进行埋藏深度换
(4)可清晰、有效检出的最小缺陷 算,检测(外)表面焊缝磨平]。
45
2025 年 第 47 卷 第 2 期
无损检测