
Page 76 - 无损检测2025年第二期
P. 76
孙圣辉,等:
不锈钢材料及焊缝的涡流阵列检测效果分析
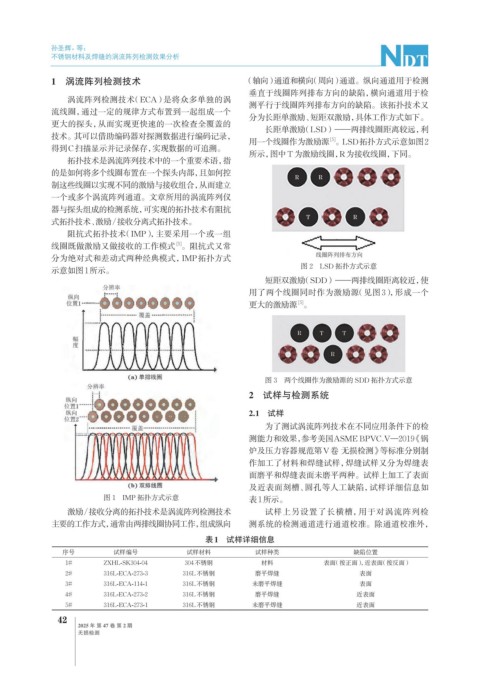
1 涡流阵列检测技术 (轴向)通道和横向(周向)通道。纵向通道用于检测
垂直于线圈阵列排布方向的缺陷,横向通道用于检
涡流阵列检测技术(ECA)是将众多单独的涡
测平行于线圈阵列排布方向的缺陷。该拓扑技术又
流线圈,通过一定的规律方式布置到一起组成一个
分为长距单激励、短距双激励,具体工作方式如下。
更大的探头,从而实现更快速的一次检查全覆盖的
长距单激励(LSD)——两排线圈距离较远,利
技术。其可以借助编码器对探测数据进行编码记录,
[5]
用一个线圈作为激励源 。LSD拓扑方式示意如图2
得到C扫描显示并记录保存, 实现数据的可追溯。
所示,图中T为激励线圈,R为接收线圈, 下同。
拓扑技术是涡流阵列技术中的一个重要术语,指
的是如何将多个线圈布置在一个探头内部,且如何控
制这些线圈以实现不同的激励与接收组合,从而建立
一个或多个涡流阵列通道。文章所用的涡流阵列仪
器与探头组成的检测系统,可实现的拓扑技术有阻抗
式拓扑技术、激励/接收分离式拓扑技术。
阻抗式拓扑技术(IMP) ,主要采用一个或一组
线圈既做激励又做接收的工作模式 。阻抗式又常
[5]
分为绝对式和差动式两种经典模式,IMP拓扑方式
图 2 LSD 拓扑方式示意
示意如图1所示。
短距双激励(SDD)——两排线圈距离较近,使
用了两个线圈同时作为激励源(见图3),形成一个
更大的激励源 。
[5]
图 3 两个线圈作为激励源的 SDD 拓扑方式示意
2 试样与检测系统
2.1 试样
为了测试涡流阵列技术在不同应用条件下的检
测能力和效果,参考美国ASME BPVC.V—2019 《锅
炉及压力容器规范第V卷 无损检测》等标准分别制
作加工了材料和焊缝试样,焊缝试样又分为焊缝表
面磨平和焊缝表面未磨平两种。试样上加工了表面
及近表面刻槽、圆孔等人工缺陷,试样详细信息如
图 1 IMP 拓扑方式示意 表1所示。
激励/接收分离的拓扑技术是涡流阵列检测技术 试样上另设置了长横槽,用于对涡流阵列检
主要的工作方式,通常由两排线圈协同工作,组成纵向 测系统的检测通道进行通道校准。除通道校准外,
表1 试样详细信息
序号 试样编号 试样材料 试样种类 缺陷位置
1# ZXHL-SK304-04 304不锈钢 材料 表面(按正面),近表面(按反面)
2# 316L-ECA-273-3 316L不锈钢 磨平焊缝 表面
3# 316L-ECA-114-1 316L不锈钢 未磨平焊缝 表面
4# 316L-ECA-273-2 316L不锈钢 磨平焊缝 近表面
5# 316L-ECA-273-1 316L不锈钢 未磨平焊缝 近表面
42
2025 年 第 47 卷 第 2 期
无损检测