
Page 83 - 无损检测2025年第二期
P. 83
孙圣辉,等:
不锈钢材料及焊缝的涡流阵列检测效果分析
表8 4#试样近表面缺陷检出情况
近表面刻槽
缺陷类型 能否发现 信噪比 能否有效检出 备注
埋藏深度/mm 宽度/mm 长度/mm
刻槽A 1 0.2 4.8 √ 4.2∶1 √
刻槽B 1 0.2 4.8 √ 6∶1 √
刻槽C 1.5 0.2 4.8 √ 5∶1 √
刻槽D 2 0.2 4.8 √ 6∶1 √
刻槽E 2.5 0.2 4.8 √ 3∶1 √ 周围噪声较大
近表面圆孔
缺陷类型 能否发现 信噪比 能否有效检出 备注
埋藏深度/mm 直径/mm
圆孔P1 1 2 √ >3∶1 √
圆孔P2 1.5 2 √ >3∶1 √
圆孔P3 2 2 √ 6∶1 √
圆孔P4 2.5 2 √ 4∶1 √
圆孔P5 1 1 √ 4.5∶1 √
圆孔P6 1.5 1 √ 4∶1 √
圆孔P7 2 1 × ‒ ×
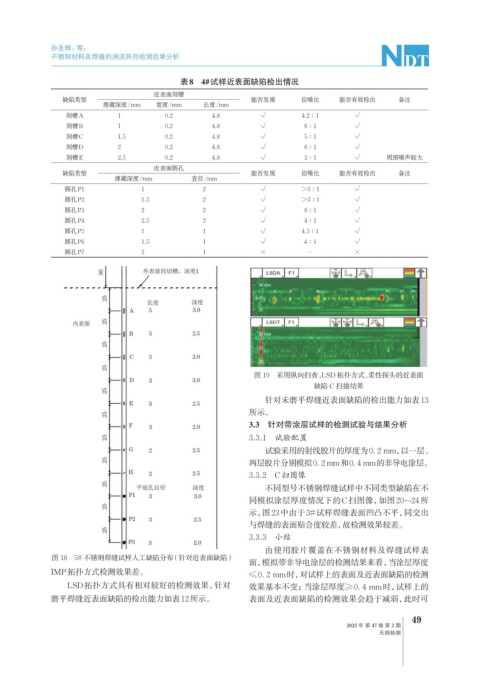
图 19 采用纵向扫查、LSD 拓扑方式、柔性探头的近表面
缺陷 C 扫描结果
针对未磨平焊缝近表面缺陷的检出能力如表13
所示。
3.3 针对带涂层试样的检测试验与结果分析
3.3.1 试验配置
试验采用的射线胶片的厚度为0. 2 mm,以一层、
两层胶片分别模拟0. 2 mm和0. 4 mm的非导电涂层。
3.3.2 C扫图像
不同型号不锈钢焊缝试样中不同类型缺陷在不
同模拟涂层厚度情况下的C扫图像,如图20~24所
示,图23中由于3#试样焊缝表面凹凸不平,同交出
与焊缝的表面贴合度较差,故检测效果较差。
3.3.3 小结
由使用胶片覆盖在不锈钢材料及焊缝试样表
图 18 5# 不锈钢焊缝试样人工缺陷分布(针对近表面缺陷)
面,模拟带非导电涂层的检测结果来看,当涂层厚度
IMP拓扑方式检测效果差。 ≤0. 2 mm时, 对试样上的表面及近表面缺陷的检测
LSD拓扑方式具有相对较好的检测效果,针对 效果基本不变;当涂层厚度≥0. 4 mm时,试样上的
磨平焊缝近表面缺陷的检出能力如表12所示。 表面及近表面缺陷的检测效果会趋于减弱,此时可
49
2025 年 第 47 卷 第 2 期
无损检测