
Page 78 - 无损检测2025年第二期
P. 78
孙圣辉,等:
不锈钢材料及焊缝的涡流阵列检测效果分析
较浅、较难探测的缺陷为典型缺陷,记录具体信噪比
数据;其余较深、较大、较易检出的缺陷,其信噪比
用“>3∶1”表示,即能有效检出;表中√表示能)。
3.1.2 采用柔性探头的LSD方式检测1#试样近表
面缺陷
(1)人工缺陷分布如图9所示。
(2)C扫描图像如图10,11所示。
(3)近表面缺陷检出情况如表3所示。
设置频率为50 kHz,横向和纵向扫查试样,可检
出试样上的近表面缺陷,且纵向探测效果略好(以每
种规格埋藏深度较深、较难探测的缺陷为典型缺陷,
记录具体信噪比数据;其余埋藏深度较浅、较大、较
易检出的缺陷,其信噪比用“>3∶1”表示,即能有效
检出;表中√表示能, ×表示否, 下同)。
3.1.3 小结
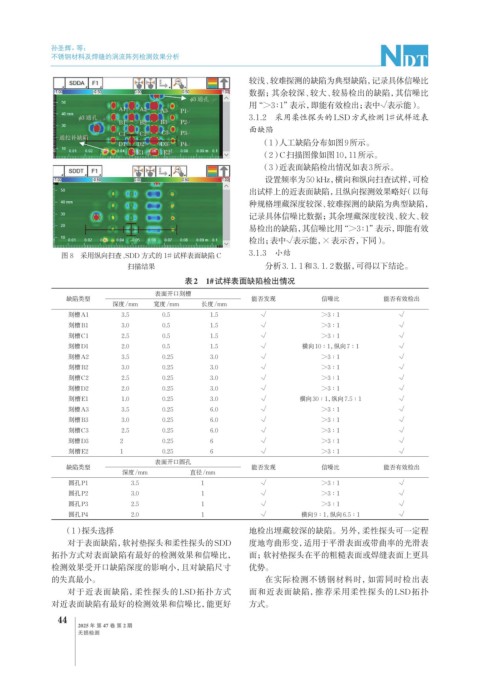
图 8 采用纵向扫查、SDD 方式的 1# 试样表面缺陷 C
扫描结果 分析3. 1. 1和3. 1. 2数据,可得以下结论。
表2 1#试样表面缺陷检出情况
表面开口刻槽
缺陷类型 能否发现 信噪比 能否有效检出
深度/mm 宽度/mm 长度/mm
刻槽A1 3.5 0.5 1.5 √ >3∶1 √
刻槽B1 3.0 0.5 1.5 √ >3∶1 √
刻槽C1 2.5 0.5 1.5 √ >3∶1 √
刻槽D1 2.0 0.5 1.5 √ 横向10∶1,纵向7∶1 √
刻槽A2 3.5 0.25 3.0 √ >3∶1 √
刻槽B2 3.0 0.25 3.0 √ >3∶1 √
刻槽C2 2.5 0.25 3.0 √ >3∶1 √
刻槽D2 2.0 0.25 3.0 √ >3∶1 √
刻槽E1 1.0 0.25 3.0 √ 横向30∶1,纵向7.5∶1 √
刻槽A3 3.5 0.25 6.0 √ >3∶1 √
刻槽B3 3.0 0.25 6.0 √ >3∶1 √
刻槽C3 2.5 0.25 6.0 √ >3∶1 √
刻槽D3 2 0.25 6 √ >3∶1 √
刻槽E2 1 0.25 6 √ >3∶1 √
表面开口圆孔
缺陷类型 能否发现 信噪比 能否有效检出
深度/mm 直径/mm
圆孔P1 3.5 1 √ >3∶1 √
圆孔P2 3.0 1 √ >3∶1 √
圆孔P3 2.5 1 √ >3∶1 √
圆孔P4 2.0 1 √ 横向9∶1,纵向6.5∶1 √
(1)探头选择 地检出埋藏较深的缺陷。另外,柔性探头可一定程
对于表面缺陷,软衬垫探头和柔性探头的SDD 度地弯曲形变,适用于平滑表面或带曲率的光滑表
拓扑方式对表面缺陷有最好的检测效果和信噪比, 面;软衬垫探头在平的粗糙表面或焊缝表面上更具
检测效果受开口缺陷深度的影响小,且对缺陷尺寸 优势。
的失真最小。 在实际检测不锈钢材料时,如需同时检出表
对于近表面缺陷,柔性探头的LSD拓扑方式 面和近表面缺陷,推荐采用柔性探头的LSD拓扑
对近表面缺陷有最好的检测效果和信噪比,能更好 方式。
44
2025 年 第 47 卷 第 2 期
无损检测