
Page 77 - 无损检测2025年第二期
P. 77
孙圣辉,等:
不锈钢材料及焊缝的涡流阵列检测效果分析
检测前应对检测系统进行提离校准和信号响应平 2.3 编码器
衡。检测时,人工缺陷信号基于幅度的数据信噪 编码器型号为 ENC-STD-2-12P-N03S,用于测
比(SNR)大于 3,则认为该缺陷被有效检出(参考 量扫描方向上的位置,并保证足够的数据分辨率。
相关标准的规定)。当干扰噪声信号影响缺陷信号
3 检测试验与结果分析
时,可使用滤波设置过滤干扰信号,突出显示缺陷
信号。 3.1 针对材料缺陷的检测试验与结果分析
2.2 检测系统 3.1.1 采用软衬垫探头或柔性探头的SDD拓扑方
试验采用的涡流阵列检测系统主要由涡流阵列 式检测1#试样表面缺陷
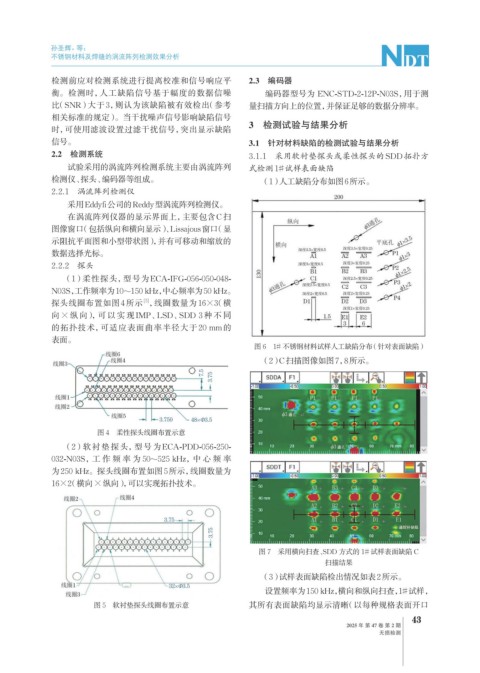
检测仪、探头、编码器等组成。 (1)人工缺陷分布如图6所示。
2.2.1 涡流阵列检测仪
采用Eddyfi公司的Reddy型涡流阵列检测仪。
在涡流阵列仪器的显示界面上,主要包含C扫
图像窗口(包括纵向和横向显示)、Lissajous窗口(显
示阻抗平面图和小型带状图),并有可移动和缩放的
数据选择光标。
2.2.2 探头
(1)柔性探头,型号为ECA-IFG-056-050-048-
N03S,工作频率为10~150 kHz,中心频率为50 kHz。
探头线圈布置如图4所示 ,线圈数量为16×3(横
[5]
向×纵向),可以实现IMP、LSD、SDD 3 种不同
的拓扑技术,可适应表面曲率半径大于 20 mm的
表面。
图 6 1# 不锈钢材料试样人工缺陷分布(针对表面缺陷)
(2) C扫描图像如图7,8所示。
图 4 柔性探头线圈布置示意
(2)软衬垫探头,型号为ECA-PDD-056-250-
032-N03S,工 作频 率为 50~525 kHz,中心 频率
为250 kHz。探头线圈布置如图5所示,线圈数量为
16×2(横向×纵向) ,可以实现拓扑技术。
图 7 采用横向扫查、SDD 方式的 1# 试样表面缺陷 C
扫描结果
(3)试样表面缺陷检出情况如表2所示。
设置频率为150 kHz,横向和纵向扫查,1#试样,
图 5 软衬垫探头线圈布置示意 其所有表面缺陷均显示清晰(以每种规格表面开口
43
2025 年 第 47 卷 第 2 期
无损检测