
Page 120 - 无损检测2025年第三期
P. 120
王文强,等:
运载火箭筒体纵缝 DR 检测系统的研制及应用
图像可根据灰度分布调节部分感兴趣区域至合适的 统检测 6 mm筒段产品的检测图像对比灵敏度为
窗宽窗位,获得更好的缺陷显示对比度,因此显示的 W16,相对胶片照相法的提升一个线对,图像的对比
隧道孔缺陷轮廓及形貌特征更加清晰。 灵敏度、空间分辨率和归一化信噪比均优于A级技
筒段检测图像的对比结果如表5所示,可知系 术条件。
表5 筒段检测图像测试结果对比分析
对比灵敏度 S Rb S NRN
厚度/mm
A级 胶片 DR A级 DR A级 DR
6 W14 W15 W16 D9 D11 70 >282
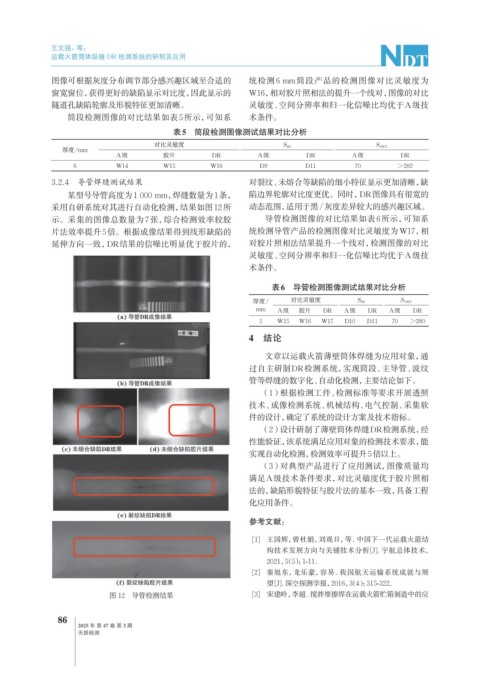
3.2.4 导管焊缝测试结果 对裂纹、未熔合等缺陷的细小特征显示更加清晰,缺
某型号导管高度为1 000 mm,焊缝数量为1条, 陷边界轮廓对比度更优。同时,DR图像具有很宽的
采用自研系统对其进行自动化检测,结果如图12所 动态范围,适用于黑/灰度差异较大的感兴趣区域。
示。采集的图像总数量为7张,综合检测效率较胶 导管检测图像的对比结果如表6所示,可知系
片法效率提升5倍。根据成像结果得到线形缺陷的 统检测导管产品的检测图像对比灵敏度为W17,相
延伸方向一致,DR结果的信噪比明显优于胶片的, 对胶片照相法结果提升一个线对,检测图像的对比
灵敏度、空间分辨率和归一化信噪比均优于A级技
术条件。
表6 导管检测图像测试结果对比分析
对比灵敏度
厚度/ S Rb S NRN
mm A级 胶片 DR A级 DR A级 DR
5 W15 W16 W17 D10 D11 70 >280
4 结论
文章以运载火箭薄壁筒体焊缝为应用对象,通
过自主研制DR检测系统,实现筒段、主导管、波纹
管等焊缝的数字化、自动化检测,主要结论如下。
(1)根据检测工件、检测标准等要求开展透照
技术、成像检测系统、机械结构、电气控制、采集软
件的设计,确定了系统的设计方案及技术指标。
(2)设计研制了薄壁筒体焊缝DR检测系统,经
性能验证,该系统满足应用对象的检测技术要求,能
实现自动化检测,检测效率可提升5倍以上。
(3)对典型产品进行了应用测试,图像质量均
满足A级技术条件要求,对比灵敏度优于胶片照相
法的,缺陷形貌特征与胶片法的基本一致,具备工程
化应用条件。
参考文献:
[1] 王国辉,曾杜娟,刘观日,等. 中国下一代运载火箭结
构技术发展方向与关键技术分析[J]. 宇航总体技术,
2021,5(5):1-11.
[2] 秦旭东,龙乐豪,容易. 我国航天运输系统成就与展
望[J]. 深空探测学报,2016,3(4):315-322.
图 12 导管检测结果 [3] 宋建岭,李超. 搅拌摩擦焊在运载火箭贮箱制造中的应
86
2025 年 第 47 卷 第 3 期
无损检测