
Page 123 - 无损检测2025年第三期
P. 123
黄清辉,等:
核电站管道射线检测非典型影像的评判与处理
处理建议,以确保管道焊接施工质量,为类似管道工
程的施工质量控制提供一定借鉴。
1 工程现状
通过查阅 RCC-M 2007 标准 Construction and
in-service inspection rules for nuclear island
components发现,压水堆核电站管道焊缝射线检测
验收标准中常见缺陷影像分类主要包括裂纹、裂缝、
图 1 壁厚减薄的影像
未熔合、未焊透、咬边、气孔、夹渣等,标准还对相应
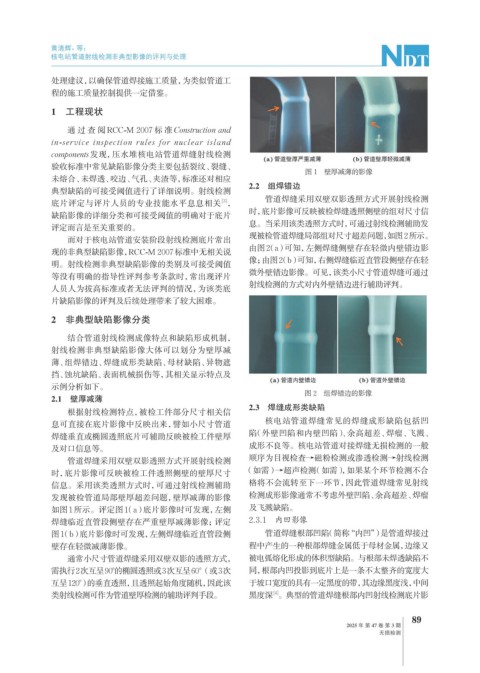
2.2 组焊错边
典型缺陷的可接受阈值进行了详细说明。射线检测
管道焊缝采用双壁双影透照方式开展射线检测
底片评定与评片人员的专业技能水平息息相关 ,
[3]
时,底片影像可反映被检焊缝透照侧壁的组对尺寸信
缺陷影像的详细分类和可接受阈值的明确对于底片
息。当采用该类透照方式时,可通过射线检测辅助发
评定而言是至关重要的。
现被检管道焊缝局部组对尺寸超差问题,如图2所示。
而对于核电站管道安装阶段射线检测底片常出
由图2(a) 可知,左侧焊缝侧壁存在轻微内壁错边影
现的非典型缺陷影像,RCC-M 2007标准中无相关说
像;由图2(b) 可知,右侧焊缝临近直管段侧壁存在轻
明。射线检测非典型缺陷影像的类别及可接受阈值
微外壁错边影像。可见,该类小尺寸管道焊缝可通过
等没有明确的指导性评判参考条款时,常出现评片
射线检测的方式对内外壁错边进行辅助评判。
人员人为拔高标准或者无法评判的情况,为该类底
片缺陷影像的评判及后续处理带来了较大困难。
2 非典型缺陷影像分类
结合管道射线检测成像特点和缺陷形成机制,
射线检测非典型缺陷影像大体可以划分为壁厚减
薄、组焊错边、焊缝成形类缺陷、母材缺陷、异物遮
挡、蚀坑缺陷、表面机械损伤等,其相关显示特点及
示例分析如下。
图 2 组焊错边的影像
2.1 壁厚减薄
2.3 焊缝成形类缺陷
根据射线检测特点,被检工件部分尺寸相关信
息可直接在底片影像中反映出来,譬如小尺寸管道 核电站管道焊缝常见的焊缝成形缺陷包括凹
陷(外壁凹陷和内壁凹陷)、余高超差、焊瘤、飞溅、
焊缝垂直或椭圆透照底片可辅助反映被检工件壁厚
及对口信息等。 成形不良等。核电站管道对接焊缝无损检测的一般
管道焊缝采用双壁双影透照方式开展射线检测 顺序为目视检查→磁粉检测或渗透检测→射线检测
时,底片影像可反映被检工件透照侧壁的壁厚尺寸 (如需) →超声检测 (如需),如果某个环节检测不合
信息。采用该类透照方式时,可通过射线检测辅助 格将不会流转至下一环节,因此管道焊缝常见射线
发现被检管道局部壁厚超差问题,壁厚减薄的影像 检测成形影像通常不考虑外壁凹陷、余高超差、焊瘤
如图1所示。评定图1(a)底片影像时可发现,左侧 及飞溅缺陷。
焊缝临近直管段侧壁存在严重壁厚减薄影像;评定 2.3.1 内凹影像
图1(b)底片影像时可发现,左侧焊缝临近直管段侧 管道焊缝根部凹陷(简称“内凹”)是管道焊接过
壁存在轻微减薄影像。 程中产生的一种根部焊缝金属低于母材金属,边缘又
通常小尺寸管道焊缝采用双壁双影的透照方式, 被电弧熔化形成的体积型缺陷。与根部未焊透缺陷不
需执行2次互呈90°的椭圆透照或3次互呈60°(或3次 同,根部内凹投影到底片上是一条不太整齐的宽度大
互呈120°) 的垂直透照,且透照起始角度随机,因此该 于坡口宽度的具有一定黑度的带,其边缘黑度浅,中间
类射线检测可作为管道壁厚检测的辅助评判手段。 黑度深 。典型的管道焊缝根部内凹射线检测底片影
[4]
89
2025 年 第 47 卷 第 3 期
无损检测