
Page 124 - 无损检测2025年第三期
P. 124
黄清辉,等:
核电站管道射线检测非典型影像的评判与处理
像如图3所示。图3(a)为焊缝根部严重内凹的缺陷影 2.3.4 成形不良
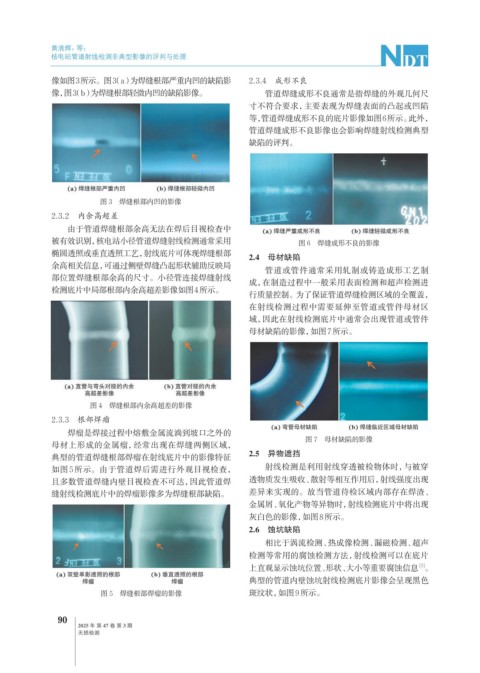
像,图3(b) 为焊缝根部轻微内凹的缺陷影像。 管道焊缝成形不良通常是指焊缝的外观几何尺
寸不符合要求,主要表现为焊缝表面的凸起或凹陷
等,管道焊缝成形不良的底片影像如图6所示。 此外,
管道焊缝成形不良影像也会影响焊缝射线检测典型
缺陷的评判。
图 3 焊缝根部内凹的影像
2.3.2 内余高超差
由于管道焊缝根部余高无法在焊后目视检查中
被有效识别,核电站小径管道焊缝射线检测通常采用 图 6 焊缝成形不良的影像
椭圆透照或垂直透照工艺,射线底片可体现焊缝根部 2.4 母材缺陷
余高相关信息,可通过侧壁焊缝凸起形状辅助反映局
管道或管件通常采用轧制或铸造成形工艺制
部位置焊缝根部余高的尺寸。小径管连接焊缝射线
成,在制造过程中一般采用表面检测和超声检测进
检测底片中局部根部内余高超差影像如图4所示。
行质量控制。为了保证管道焊缝检测区域的全覆盖,
在射线检测过程中需要延伸至管道或管件母材区
域,因此在射线检测底片中通常会出现管道或管件
母材缺陷的影像,如图7所示。
图 4 焊缝根部内余高超差的影像
2.3.3 根部焊瘤
焊瘤是焊接过程中熔敷金属流淌到坡口之外的
图 7 母材缺陷的影像
母材上形成的金属瘤,经常出现在焊缝两侧区域,
2.5 异物遮挡
典型的管道焊缝根部焊瘤在射线底片中的影像特征
如图5所示。由于管道焊后需进行外观目视检查, 射线检测是利用射线穿透被检物体时,与被穿
且多数管道焊缝内壁目视检查不可达,因此管道焊 透物质发生吸收、散射等相互作用后,射线强度出现
缝射线检测底片中的焊瘤影像多为焊缝根部缺陷。 差异来实现的。故当管道待检区域内部存在焊渣、
金属屑、氧化产物等异物时,射线检测底片中将出现
灰白色的影像,如图8所示。
2.6 蚀坑缺陷
相比于涡流检测、热成像检测、漏磁检测、超声
检测等常用的腐蚀检测方法,射线检测可以在底片
[5]
上直观显示蚀坑位置、形状、大小等重要腐蚀信息 。
典型的管道内壁蚀坑射线检测底片影像会呈现黑色
图 5 焊缝根部焊瘤的影像 斑纹状,如图9所示。
90
2025 年 第 47 卷 第 3 期
无损检测