
Page 125 - 无损检测2025年第三期
P. 125
黄清辉,等:
核电站管道射线检测非典型影像的评判与处理
了壁厚减薄、组焊错边、内余高超差、根部内凹、根
部焊瘤、表面状态等其他缺陷的验收要求。
3.1 壁厚减薄
压力管道壁厚局部尺寸整体或局部减薄会降低
管道的承载能力 ,影响压力管道的安全运行。
[6]
针对核电站小径管道侧壁的壁厚尺寸减薄影
像,可辅助底片影像进行壁厚测量的方式进行初步
判断。如壁厚尺寸减薄严重,特别是局部减薄严重
图 8 内部异物遮挡的影像
(超出管道壁厚设计公差),可直接判废并更换合格
管段处理。如壁厚尺寸略有减薄,且相对均匀,可补
充超声测厚进一步判定。
3.2 组焊错边
错边量的大小对管道失效的影响很大,错边量
[7]
的增加会加剧含缺陷管道的失效 。RCC-M 2007
标准F 4330明确了根面不可接近的外侧施焊的焊接
接头内外表面错边量的最大允许数值。核电站管道
图 9 蚀坑缺陷的影像 焊缝射线检测错边影像的评定可参照RCC-M 2007
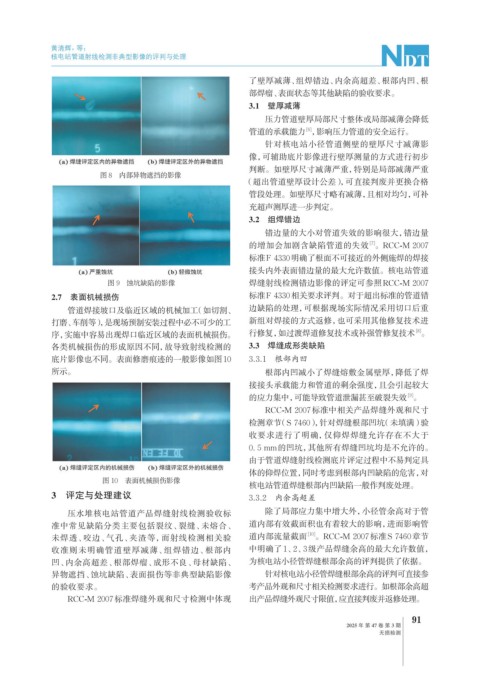
2.7 表面机械损伤 标准F 4330相关要求评判。对于超出标准的管道错
管道焊接坡口及临近区域的机械加工(如切割、 边缺陷的处理,可根据现场实际情况采用切口后重
打磨、车削等),是现场预制安装过程中必不可少的工 新组对焊接的方式返修,也可采用其他修复技术进
[8]
序,实施中容易出现焊口临近区域的表面机械损伤。 行修复,如过渡焊道修复技术或补强管修复技术 。
各类机械损伤的形成原因不同,故导致射线检测的 3.3 焊缝成形类缺陷
底片影像也不同。表面修磨痕迹的一般影像如图10 3.3.1 根部内凹
所示。 根部内凹减小了焊缝熔敷金属壁厚,降低了焊
接接头承载能力和管道的剩余强度,且会引起较大
的应力集中,可能导致管道泄漏甚至破裂失效 。
[9]
RCC-M 2007标准中相关产品焊缝外观和尺寸
检测章节(S 7460),针对焊缝根部凹坑(未填满)验
收要求进行了明确,仅仰焊焊缝允许存在不大于
0. 5 mm的凹坑,其他所有焊缝凹坑均是不允许的。
由于管道焊缝射线检测底片评定过程中不易判定具
体的仰焊位置,同时考虑到根部内凹缺陷的危害,对
图 10 表面机械损伤影像
核电站管道焊缝根部内凹缺陷一般作判废处理。
3 评定与处理建议 3.3.2 内余高超差
压水堆核电站管道产品焊缝射线检测验收标 除了局部应力集中增大外,小径管余高对于管
准中常见缺陷分类主要包括裂纹、裂缝、未熔合、 道内部有效截面积也有着较大的影响,进而影响管
未焊透、咬边、气孔、夹渣等,而射线检测相关验 道内部流量截面 [10] 。RCC-M 2007标准S 7460章节
收准则未明确管道壁厚减薄、组焊错边、根部内 中明确了1、2、3级产品焊缝余高的最大允许数值,
凹、内余高超差、根部焊瘤、成形不良、母材缺陷、 为核电站小径管焊缝根部余高的评判提供了依据。
异物遮挡、蚀坑缺陷、表面损伤等非典型缺陷影像 针对核电站小径管焊缝根部余高的评判可直接参
的验收要求。 考产品外观和尺寸相关检测要求进行。如根部余高超
RCC-M 2007标准焊缝外观和尺寸检测中体现 出产品焊缝外观尺寸限值,应直接判废并返修处理。
91
2025 年 第 47 卷 第 3 期
无损检测