
Page 119 - 无损检测2025年第三期
P. 119
王文强,等:
运载火箭筒体纵缝 DR 检测系统的研制及应用
图 9 产品的自动运行界面示例
如图10所示。 型工件的曝光参数如表4所示。
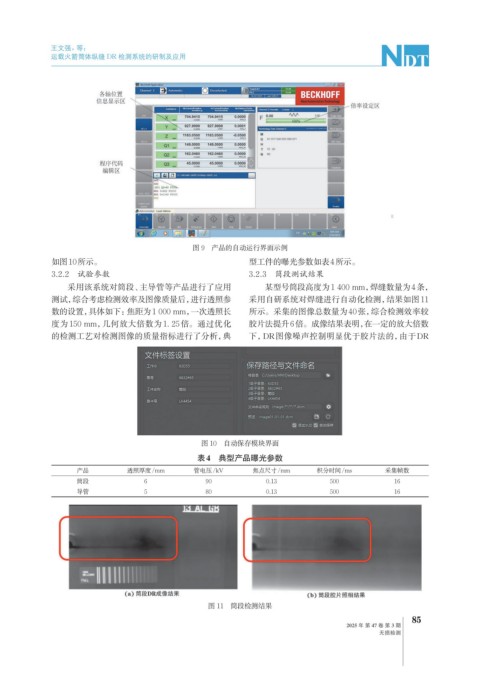
3.2.2 试验参数 3.2.3 筒段测试结果
采用该系统对筒段、主导管等产品进行了应用 某型号筒段高度为1 400 mm,焊缝数量为4条,
测试,综合考虑检测效率及图像质量后,进行透照参 采用自研系统对焊缝进行自动化检测,结果如图11
数的设置,具体如下:焦距为1 000 mm,一次透照长 所示。采集的图像总数量为40张,综合检测效率较
度为150 mm,几何放大倍数为 1. 25倍。通过优化 胶片法提升6倍。成像结果表明, 在一定的放大倍数
的检测工艺对检测图像的质量指标进行了分析,典 下,DR图像噪声控制明显优于胶片法的,由于DR
图 10 自动保存模块界面
表4 典型产品曝光参数
产品 透照厚度/mm 管电压/kV 焦点尺寸/mm 积分时间/ms 采集帧数
筒段 6 90 0.13 500 16
导管 5 80 0.13 500 16
图 11 筒段检测结果
85
2025 年 第 47 卷 第 3 期
无损检测