
Page 87 - 无损检测2025年第二期
P. 87
王亚俊,等:
超声 C 扫描图像在水冷基板焊合率计算中的应用
析向定量分析转换,现有的超声检测设备已无法满 由于A扫描是人工点扫描的方式进行无损探
足检测要求,故势必需要更新设备以满足质量检测 伤,一方面探伤结果无法保存,不方便记录;另一
需求。 方面需要有资质的人员实施检测判断检测结果,
钎焊焊接合格率的检测,分为破坏性试验和无 难度较大。
损检测试验。破坏性试验是指产品完成真空钎焊 为了简化操作过程,增强精度,同时可以对检测
焊接后,利用机械力将平基板、复合板、槽基板撕 结果进行记录并生成云图,C扫描应运而生 。C扫
[6]
开,然后对其实际钎焊面积进行统计计算;无损检 描使用的耦合剂为水,聚焦探头浸入水中后,调节聚
测试验一般利用超声或射线检测的方式对产品实际 焦探头到试样表面的距离,保证焦点位于钎焊层 ,即
[7]
钎焊面积进行统计计算。相比于射线检测,超声检 C 2
Fh
测具有设备成本低,设备操作灵活,不需要专门进 H = - × C 1 (1)
行安全防护,对操作人员无伤害等优点,应用范围 式中:H为探头到试样表面的水距;F为探头在水中
更广,其中超声C扫描更具优势。但是目前超声C 的焦距;h为被检钎焊层到试样表面的距离;C 为水
1
扫描对焊合率的检测方法没有被收录在国标或ISO 中的声速;C 为母材(超声波入射面)中声速。
2
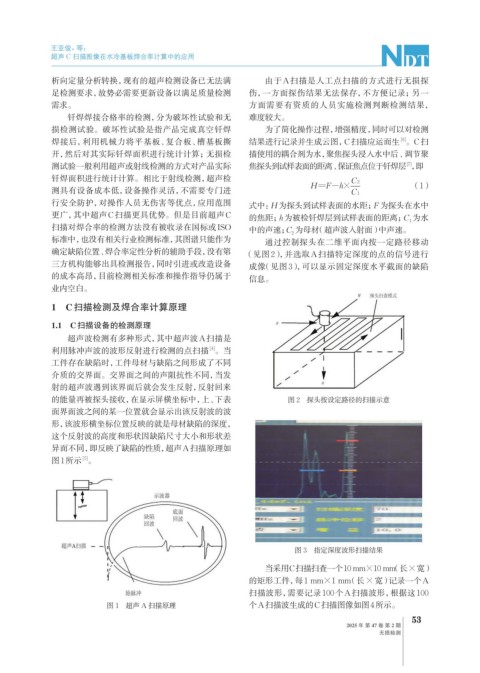
标准中,也没有相关行业检测标准,其图谱只能作为 通过控制探头在二维平面内按一定路径移动
确定缺陷位置、焊合率定性分析的辅助手段,没有第 (见图 2),并选取A扫描特定深度的点的信号进行
三方机构能够出具检测报告,同时引进或改造设备 成像(见图 3),可以显示固定深度水平截面的缺陷
的成本高昂,目前检测相关标准和操作指导仍属于 信息。
业内空白。
1 C扫描检测及焊合率计算原理
1.1 C扫描设备的检测原理
超声波检测有多种形式,其中超声波A扫描是
利用脉冲声波的波形反射进行检测的点扫描 。当
[4]
工件存在缺陷时,工件母材与缺陷之间形成了不同
介质的交界面。交界面之间的声阻抗性不同,当发
射的超声波遇到该界面后就会发生反射,反射回来
的能量再被探头接收,在显示屏横坐标中,上、下表 图 2 探头按设定路径的扫描示意
面界面波之间的某一位置就会显示出该反射波的波
形,该波形横坐标位置反映的就是母材缺陷的深度,
这个反射波的高度和形状因缺陷尺寸大小和形状差
异而不同,即反映了缺陷的性质,超声A扫描原理如
图1所示 。
[5]
图 3 指定深度波形扫描结果
当采用C扫描扫查一个10 mm×10 mm(长×宽)
的矩形工件,每1 mm×1 mm(长×宽)记录一个A
扫描波形,需要记录100个A扫描波形,根据这100
图 1 超声 A 扫描原理 个A扫描波生成的C扫描图像如图4所示。
53
2025 年 第 47 卷 第 2 期
无损检测