
Page 50 - 无损检测2024年第九期
P. 50
吴振成,等:
铝合金 FSW 接头未焊透及弱结合缺陷的检测分析
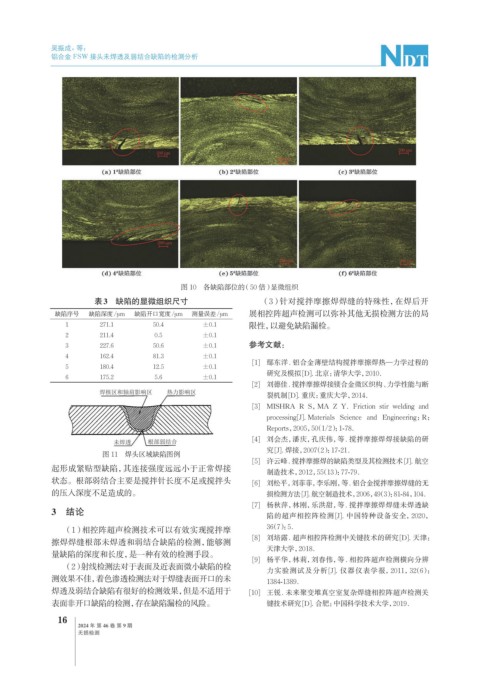
图 10 各缺陷部位的 (50 倍)显微组织
表3 缺陷的显微组织尺寸 (3)针对搅拌摩擦焊焊缝的特殊性,在焊后开
缺陷序号 缺陷深度/μm 缺陷开口宽度/μm 测量误差/μm 展相控阵超声检测可以弥补其他无损检测方法的局
1 271.1 50.4 ±0.1 限性,以避免缺陷漏检。
2 211.4 0.5 ±0.1
3 227.6 50.6 ±0.1 参考文献:
4 162.4 81.3 ±0.1
[1] 鄢东洋. 铝合金薄壁结构搅拌摩擦焊热—力学过程的
5 180.4 12.5 ±0.1
研究及模拟[D]. 北京:清华大学,2010.
6 175.2 5.6 ±0.1
[2] 刘德佳. 搅拌摩擦焊接镁合金微区织构、力学性能与断
裂机制[D]. 重庆:重庆大学,2014.
[3] MISHRA R S,MA Z Y.Friction stir welding and
processing[J]. Materials Science and Engineering:R:
Reports,2005,50(1/2):1-78.
[4] 刘会杰,潘庆,孔庆伟,等. 搅拌摩擦焊焊接缺陷的研
究[J]. 焊接,2007(2):17-21.
图 11 焊头区域缺陷图例
[5] 许云峰. 搅拌摩擦焊的缺陷类型及其检测技术[J]. 航空
起形成紧贴型缺陷,其连接强度远远小于正常焊接 制造技术,2012,55(13):77-79.
状态。根部弱结合主要是搅拌针长度不足或搅拌头 [6] 刘松平,刘菲菲,李乐刚,等. 铝合金搅拌摩擦焊缝的无
的压入深度不足造成的。 损检测方法[J]. 航空制造技术,2006,49(3):81-84,104.
[7] 杨秋萍,林刚,乐洪甜,等. 搅拌摩擦焊焊缝未焊透缺
3 结论
陷的超声相控阵检测[J]. 中国特种设备安全,2020,
(1)相控阵超声检测技术可以有效实现搅拌摩 36(7):5.
[8] 刘培露. 超声相控阵检测中关键技术的研究[D]. 天津:
擦焊焊缝根部未焊透和弱结合缺陷的检测,能够测
天津大学,2018.
量缺陷的深度和长度,是一种有效的检测手段。
[9] 杨平华,林莉,刘春伟,等. 相控阵超声检测横向分辨
(2) 射线检测法对于表面及近表面微小缺陷的检
力实验测试及分析[J]. 仪器仪表学报,2011,32(6):
测效果不佳,着色渗透检测法对于焊缝表面开口的未 1384-1389.
焊透及弱结合缺陷有很好的检测效果,但是不适用于 [10] 王锐. 未来聚变堆真空室复杂焊缝相控阵超声检测关
表面非开口缺陷的检测,存在缺陷漏检的风险。 键技术研究[D]. 合肥:中国科学技术大学,2019.
16
2024 年 第 46 卷 第 9 期
无损检测