
Page 53 - 无损检测2024年第九期
P. 53
丛龙丹,等:
工业 CT 伪像的产生原因和影响规律分析
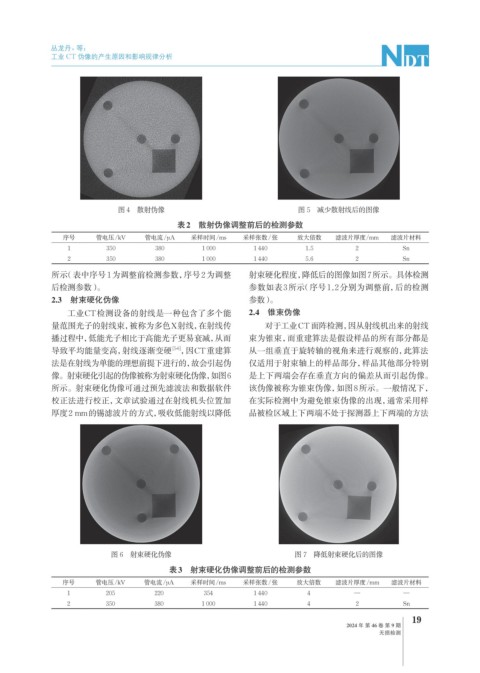
图 4 散射伪像 图 5 减少散射线后的图像
表2 散射伪像调整前后的检测参数
序号 管电压/kV 管电流/μA 采样时间/ms 采样张数/张 放大倍数 滤波片厚度/mm 滤波片材料
1 350 380 1 000 1 440 1.5 2 Sn
2 350 380 1 000 1 440 5.6 2 Sn
所示(表中序号1为调整前检测参数,序号2为调整 射束硬化程度,降低后的图像如图7所示。具体检测
后检测参数)。 参数如表3所示(序号1,2分别为调整前,后的检测
2.3 射束硬化伪像 参数)。
工业CT检测设备的射线是一种包含了多个能 2.4 锥束伪像
量范围光子的射线束,被称为多色X射线,在射线传 对于工业CT面阵检测, 因从射线机出来的射线
播过程中,低能光子相比于高能光子更易衰减,从而 束为锥束,而重建算法是假设样品的所有部分都是
导致平均能量变高,射线逐渐变硬 [5-6] ,因CT重建算 从一组垂直于旋转轴的视角来进行观察的,此算法
法是在射线为单能的理想前提下进行的,故会引起伪 仅适用于射束轴上的样品部分,样品其他部分特别
像。射束硬化引起的伪像被称为射束硬化伪像,如图6 是上下两端会存在垂直方向的偏差从而引起伪像。
所示。射束硬化伪像可通过预先滤波法和数据软件 该伪像被称为锥束伪像,如图8所示。一般情况下,
校正法进行校正,文章试验通过在射线机头位置加 在实际检测中为避免锥束伪像的出现,通常采用样
厚度2 mm的锡滤波片的方式,吸收低能射线以降低 品被检区域上下两端不处于探测器上下两端的方法
图 6 射束硬化伪像 图 7 降低射束硬化后的图像
表3 射束硬化伪像调整前后的检测参数
序号 管电压/kV 管电流/μA 采样时间/ms 采样张数/张 放大倍数 滤波片厚度/mm 滤波片材料
1 205 220 354 1 440 4 — —
2 350 380 1 000 1 440 4 2 Sn
19
2024 年 第 46 卷 第 9 期
无损检测