
Page 47 - 无损检测2024年第九期
P. 47
吴振成,等:
铝合金 FSW 接头未焊透及弱结合缺陷的检测分析
向特殊的缺陷,X射线检测的效果不佳,而超声检测 2 检测试验
则具有较好的检出能力。刘松平等 研究了X射线
[6]
2.1 检测对象
和超声检测方法对FSW缺陷的检测能力和可检测
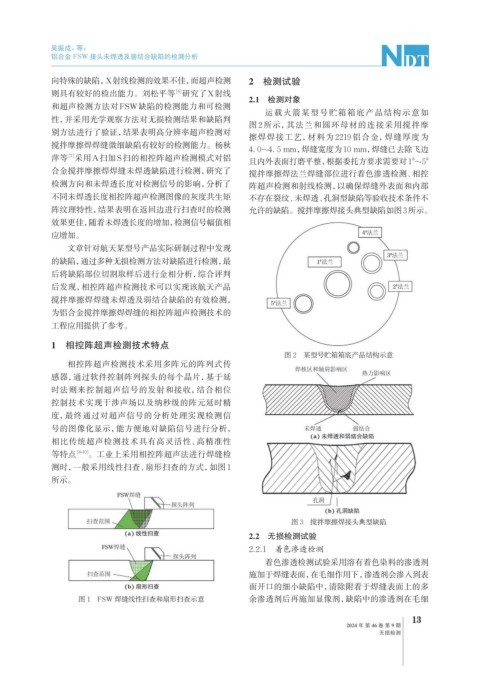
运载火箭某型号贮箱箱底产品结构示意如
性,并采用光学观察方法对无损检测结果和缺陷判
图 2 所示,其法兰和圆环母材的连接采用搅拌摩
别方法进行了验证,结果表明高分辨率超声检测对
擦焊焊接工艺,材料为 2219 铝合金,焊缝厚度为
搅拌摩擦焊焊缝微细缺陷有较好的检测能力。杨秋
4. 0~4. 5 mm,焊缝宽度为10 mm,焊缝已去除飞边
[7]
萍等 采用A扫加S扫的相控阵超声检测模式对铝 # #
且内外表面打磨平整,根据委托方要求需要对1 ~5
合金搅拌摩擦焊焊缝未焊透缺陷进行检测,研究了 搅拌摩擦焊法兰焊缝部位进行着色渗透检测、相控
检测方向和未焊透长度对检测信号的影响,分析了 阵超声检测和射线检测,以确保焊缝外表面和内部
不同未焊透长度相控阵超声检测图像的灰度共生矩 不存在裂纹、未焊透、孔洞型缺陷等验收技术条件不
阵纹理特性,结果表明在返回边进行扫查时的检测 允许的缺陷。搅拌摩擦焊接头典型缺陷如图3所示。
效果更佳,随着未焊透长度的增加,检测信号幅值相
应增加。
文章针对航天某型号产品实际研制过程中发现
的缺陷,通过多种无损检测方法对缺陷进行检测,最
后将缺陷部位切割取样后进行金相分析,综合评判
后发现,相控阵超声检测技术可以实现该航天产品
搅拌摩擦焊焊缝未焊透及弱结合缺陷的有效检测,
为铝合金搅拌摩擦焊焊缝的相控阵超声检测技术的
工程应用提供了参考。
1 相控阵超声检测技术特点
图 2 某型号贮箱箱底产品结构示意
相控阵超声检测技术采用多阵元的阵列式传
感器,通过软件控制阵列探头的每个晶片,基于延
时法则来控制超声信号的发射和接收,结合相位
控制技术实现干涉声场以及纳秒级的阵元延时精
度,最终通过对超声信号的分析处理实现检测信
号的图像化显示,能方便地对缺陷信号进行分析,
相比传统超声检测技术具有高灵活性、高精准性
等特点 [8-10] 。工业上采用相控阵超声法进行焊缝检
测时,一般采用线性扫查、扇形扫查的方式,如图1
所示。
图 3 搅拌摩擦焊接头典型缺陷
2.2 无损检测试验
2.2.1 着色渗透检测
着色渗透检测试验采用溶有着色染料的渗透剂
施加于焊缝表面,在毛细作用下,渗透剂会渗入到表
面开口的细小缺陷中,清除附着于焊缝表面上的多
图 1 FSW 焊缝线性扫查和扇形扫查示意 余渗透剂后再施加显像剂,缺陷中的渗透剂在毛细
13
2024 年 第 46 卷 第 9 期
无损检测