
Page 65 - 无损检测2021年第十二期
P. 65
张 健, 等:
双相不锈钢钢管对接环焊缝的相控阵超声检测
表3 探头参数
型号 频率 / MHz 晶片数量 晶片间距 / mm 激活孔径 / mm 晶片高度 / mm 尺寸( 长×宽×高)/ mm
2.25DM7X4-A17 2.25 双晶28 ( 7×4矩阵) 2.71 19×12 3.0 34×16×25
4DL32-32X12-A26 4 双晶32 ( 线性) 1.0 32×12 12.0 48.2×16.5×26.4
4DM16X2-A27 4 双晶32 ( 16×2矩阵) 1.0 16×6 3.0 29×10×20
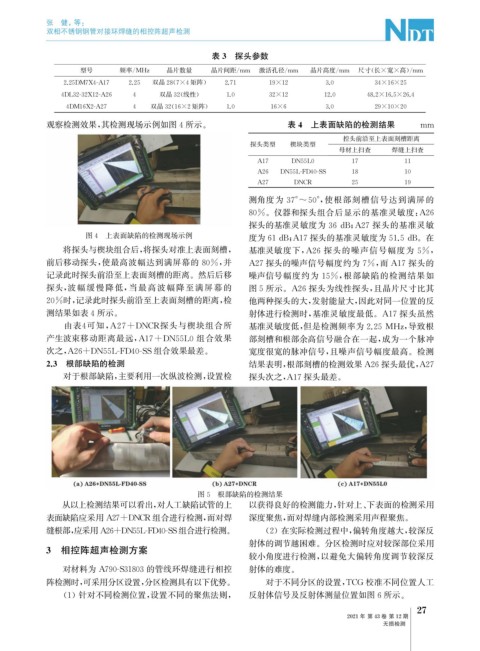
观察检测效果, 其检测现场示例如图4所示。 表4 上表面缺陷的检测结果 mm
控头前沿至上表面刻槽距离
探头类型 楔块类型
母材上扫查 焊缝上扫查
A17 DN55L0 17 11
A26 DN55L-FD40-SS 18 10
A27 DNCR 25 19
测角度为 37°~50° , 使根部刻槽信号达到满屏的
80% 。仪器和探头组合后显示的基准灵敏度: A26
探头的基准灵敏度为 36dB ; A27 探头的基准灵敏
图4 上表面缺陷的检测现场示例 度为61dB ; A17探头的基准灵敏度为51.5dB 。在
将探头与楔块组合后, 将探头对准上表面刻槽, 基准灵敏度下, A26 探头的噪声信号幅度为 5% ,
前后移动探头, 使最高波幅达到满屏幕的 80% , 并 A27探头的噪声信号幅度约为7% , 而 A17探头的
记录此时探头前沿至上表面刻槽的距离。然后后移 噪声信号幅度约为 15% , 根部缺陷的检测结果如
探头, 波幅缓慢降低, 当最高波幅降至满屏幕的 图5所示。 A26探头为线性探头, 且晶片尺寸比其
20%时, 记录此时探头前沿至上表面刻槽的距离, 检 他两种探头的大, 发射能量大, 因此对同一位置的反
测结果如表4所示。 射体进行检测时, 基准灵敏度最低。 A17探头虽然
由表 4 可知, A27+DNCR 探头与楔块组合所 基准灵敏度低, 但是检测频率为2.25MHz , 导致根
产生波束移动距离最远, A17+DN55L0 组合效果 部刻槽和根部余高信号融合在一起, 成为一个脉冲
次之, A26+DN55L-FD40-SS组合效果最差。 宽度很宽的脉冲信号, 且噪声信号幅度最高。检测
2.3 根部缺陷的检测 结果表明, 根部刻槽的检测效果 A26探头最优, A27
对于根部缺陷, 主要利用一次纵波检测, 设置检 探头次之, A17探头最差。
图5 根部缺陷的检测结果
从以上检测结果可以看出, 对人工缺陷试管的上 以获得良好的检测能力, 针对上、 下表面的检测采用
表面缺陷应采用 A27+DNCR 组合进行检测, 而对焊 深度聚焦, 而对焊缝内部检测采用声程聚焦。
缝根部, 应采用 A26+DN55L-FD40-SS组合进行检测。 ( 2 )在实际检测过程中, 偏转角度越大, 较深反
射体的调节越困难。分区检测时应对较深部位采用
3 相控阵超声检测方案
较小角度进行检测, 以避免大偏转角度调节较深反
对材料为 A790-S31803的管线环焊缝进行相控 射体的难度。
阵检测时, 可采用分区设置, 分区检测具有以下优势。 对于不同分区的设置, TCG 校准不同位置人工
( 1 )针对不同检测位置, 设置不同的聚焦法则, 反射体信号及反射体测量位置如图6所示。
7
2
2021年 第43卷 第12期
无损检测