
Page 61 - 无损检测2021年第十二期
P. 61
邱进杰, 等:
核电厂管道射线插塞焊缝的无损检测
2.2.3 相控阵探头运动轨迹 表1 模拟试件缺陷信息
相控阵探头运动时贴合在管道母材上7声束一 缺陷类型 缺陷数量 缺陷最小尺寸 / mm
直指向射线插塞中心, 其运动轨迹为椭圆形; 探头扫 横孔 3 ϕ 1.5
查面与管道母材形成的轨迹为马鞍面, 此时要保证 未熔合 11 3×2 ( 长×宽)
探头接触面更小或者采用双曲面探头才能保证有效 裂纹 2 5×3 ( 长×宽)
贴合。相控阵探头运动轨迹如图4所示, 相控阵超
纹以及部分未熔合缺陷, 详细缺陷检出情况如图 6
声检测现场如图5所示。应用轨迹金属圈很好地控
所示。
制相控阵探头的移动方向及距离。
图6 模拟试件的详细缺陷检出情况
图4 相控阵探头运动轨迹示意
相控阵超声检测未熔合缺陷的平均信噪比为
20.8dB , 检测横孔缺陷的平均信噪比为17.8dB , 检
测裂纹缺陷的平均信噪比为8.6dB , 所有缺陷的信
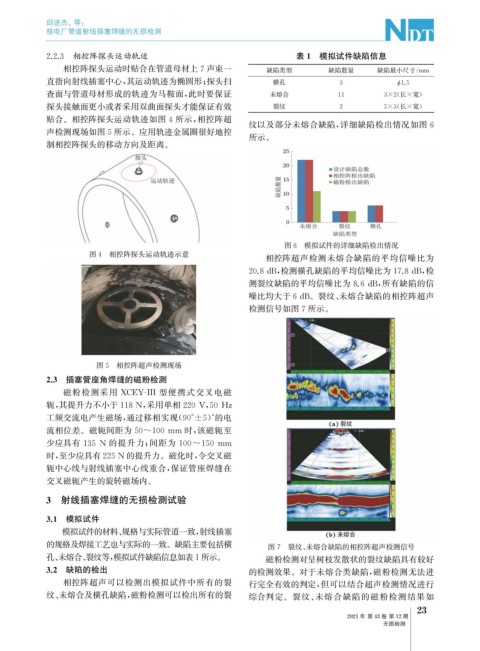
噪比均大于6dB 。裂纹、 未熔合缺陷的相控阵超声
检测信号如图7所示。
图5 相控阵超声检测现场
2.3 插塞管座角焊缝的磁粉检测
磁粉检测采用 XCEY-III型便携式交叉电磁
轭, 其提升力不小于118N , 采用单相220V , 50Hz
工频交流电产生磁场, 通过移相实现( 90°±5 ) ° 的电
流相位差。磁轭间距为50~100mm 时, 该磁轭至
少应具有 135N 的提升力; 间距为 100~150mm
时, 至少应具有225N 的提升力。磁化时, 令交叉磁
轭中心线与射线插塞中心线重合, 保证管座焊缝在
交叉磁轭产生的旋转磁场内。
3 射线插塞焊缝的无损检测试验
3.1 模拟试件
模拟试件的材料、 规格与实际管道一致, 射线插塞
的规格及焊接工艺也与实际的一致。缺陷主要包括横 图7 裂纹、 未熔合缺陷的相控阵超声检测信号
孔、 未熔合、 裂纹等, 模拟试件缺陷信息如表1所示。 磁粉检测对呈树枝发散状的裂纹缺陷具有较好
3.2 缺陷的检出 的检测效果。对于未熔合类缺陷, 磁粉检测无法进
相控阵超声可以检测出模拟试件中所有的裂 行完全有效的判定, 但可以结合超声检测情况进行
纹、 未熔合及横孔缺陷, 磁粉检测可以检出所有的裂 综合判定。裂纹、 未熔合缺陷的磁粉检测结果如
3
2
2021年 第43卷 第12期
无损检测