
Page 69 - 无损检测2021年第十二期
P. 69
张 健, 等:
双相不锈钢钢管对接环焊缝的相控阵超声检测
示; 而使用 A26+DN55L-FD40-SS设备组合检测后
发现, 缺陷最高波幅为30% , 结果如图17所示。比
较两种规格探头的检测结果可知, A27+DNCR 设
备组合检测波幅高度略高, 因此 A26探头在该区域
的检测能力低于 A27探头的。
图20 6 缺陷的 A27+DNCR 检测结果
#
图17 4 缺陷的 A26+DN55L-FD40-SS检测结果
#
4.4 根部刻槽检测结果
#
6 人工缺陷为根部刻槽, 其检测结果如下。
( 1 )常规超声纵波斜探头检测, 采用纵波45° 斜
#
探头在焊缝两侧均能发现该缺陷, 表现为一个刻槽 图21 6 缺陷的 A26+DN55L-FD40-SS检测结果
和根部融合在一起的脉冲宽度较宽的反射信号, 焊缝 DN55L-FD40-SS组合的检测效果, 矩阵探头 A27+
两侧的检测波幅分别为SL-3.2dB和SL+1.8dB , 检 DNCR组合主要针对厚度小于30mm 部位的检测,
且可在大偏转角时产生爬波以检测表面缺陷; 而线性
测结果如图18所示。
探头 A26+DN55L-FD40-SS组合主要针对厚度大于
30mm 部位的检测, 检测焊缝根部缺陷时有较高的信
噪比和分辨力。
( 2 )现场对接形式主要为直管与直管对接或直
管与部件( 法兰、 三通或弯头) 对接。当直管与部件
对接时, 若部件侧满足探头扫查空间要求, 则可采用
直管与直管对接的检测工艺进行单面双侧检测, 检
图18 6 缺陷常规超声波检测结果 测现场如图22所示。
#
#
( 2 ) 6 缺陷射线检测结果如图19所示。
图19 6 缺陷射线检测结果 图22 直管与构件对接检测现场
#
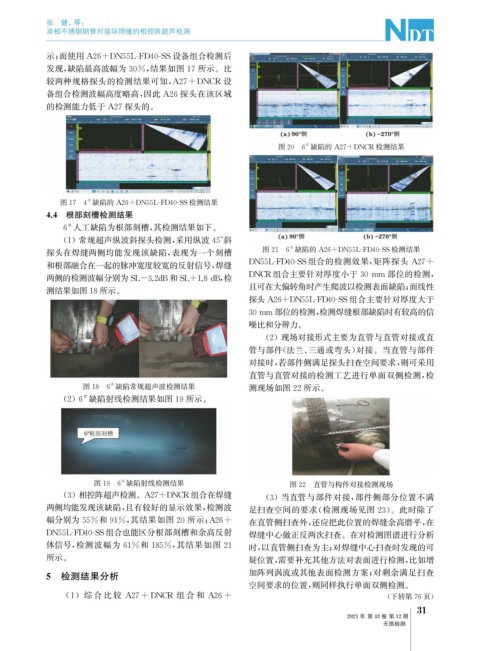
( 3 )相控阵超声检测。 A27+DNCR组合在焊缝 ( 3 )当直管与部件对接, 部件侧部分位置不满
两侧均能发现该缺陷, 且有较好的显示效果, 检测波 足扫查空间的要求( 检测现场见图 23 )。此时除了
幅分别为55%和91% , 其结果如图20所示; A26+ 在直管侧扫查外, 还应把此位置的焊缝余高磨平, 在
DN55L-FD40-SS组合也能区分根部刻槽和余高反射 焊缝中心做正反两次扫查。在对检测图谱进行分析
体信号, 检测波幅为 61% 和 185% , 其结果如图 21 时, 以直管侧扫查为主; 对焊缝中心扫查时发现的可
所示。 疑位置, 需要补充其他方法对表面进行检测, 比如增
5 检测结果分析 加阵列涡流或其他表面检测方案; 对剩余满足扫查
空间要求的位置, 则同样执行单面双侧检测。
( 1 )综 合 比 较 A27+DNCR 组 合 和 A26+ ( 下转第76页)
1
3
2021年 第43卷 第12期
无损检测