
Page 64 - 无损检测2021年第十二期
P. 64
张 健, 等:
双相不锈钢钢管对接环焊缝的相控阵超声检测
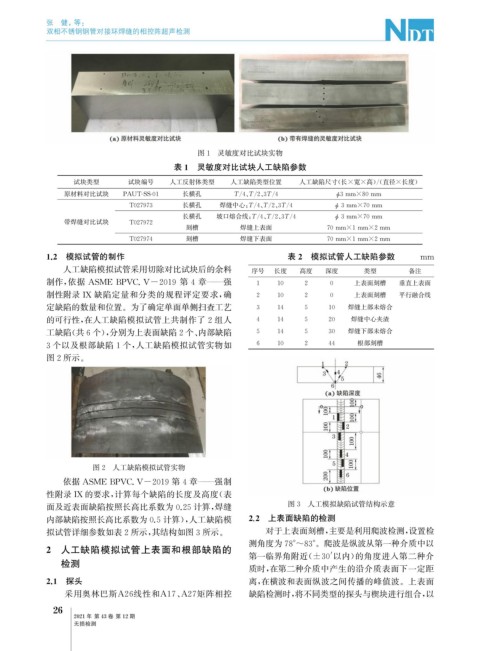
图1 灵敏度对比试块实物
表1 灵敏度对比试块人工缺陷参数
试块类型 试块编号 人工反射体类型 人工缺陷类型位置 人工缺陷尺寸( 长×宽×高)/( 直径×长度)
原材料对比试块 PAUT-SS-01 长横孔 T / 4 、 T / 2 、 3T / 4 ϕ 3mm×80mm
长横孔
T027973 焊缝中心: T / 4 、 T / 2 、 3T / 4 ϕ 3mm×70mm
长横孔 坡口熔合线: T / 4 、 T / 2 、 3 T / 4 ϕ 3mm×70mm
带焊缝对比试块 T027972
刻槽 焊缝上表面 70mm×1mm×2mm
T027974 刻槽 焊缝下表面 70mm×1mm×2mm
1.2 模拟试管的制作 表2 模拟试管人工缺陷参数 mm
人工缺陷模拟试管采用切除对比试块后的余料 序号 长度 高度 深度 类型 备注
制作, 依据 ASMEBPVC.V-2019 第 4 章———强 1 10 2 0 上表面刻槽 垂直上表面
制性附录IX 缺陷定量和分类的规程评定要求, 确 2 10 2 0 上表面刻槽 平行融合线
定缺陷的数量和位置。为了确定单面单侧扫查工艺 3 14 5 10 焊缝上部未熔合
的可行性, 在人工缺陷模拟试管上共制作了2组人 4 14 5 20 焊缝中心夹渣
工缺陷( 共6个), 分别为上表面缺陷2个、 内部缺陷 5 14 5 30 焊缝下部未熔合
3个以及根部缺陷1个, 人工缺陷模拟试管实物如 6 10 2 44 根部刻槽
图2所示。
图2 人工缺陷模拟试管实物
依据 ASMEBPVC.V-2019第4章———强制
性附录IX 的要求, 计算每个缺陷的长度及高度( 表
面及近表面缺陷按照长高比系数为0.25计算, 焊缝 图3 人工模拟缺陷试管结构示意
内部缺陷按照长高比系数为0.5计算), 人工缺陷模 2.2 上表面缺陷的检测
拟试管详细参数如表2所示, 其结构如图3所示。 对于上表面刻槽, 主要是利用爬波检测, 设置检
测角度为78°~83° 。爬波是纵波从第一种介质中以
2 人工缺陷模拟试管上表面和根部缺陷的 第一临界角附近( ±30' 以内) 的角度进入第二种介
检测
质时, 在第二种介质中产生的沿介质表面下一定距
2.1 探头 离, 在横波和表面纵波之间传播的峰值波。上表面
采用奥林巴斯A26 线性和A17 、 A27 矩阵相控 缺陷检测时, 将不同类型的探头与楔块进行组合, 以
2
6
2021年 第43卷 第12期
无损检测