
Page 66 - 无损检测2021年第十二期
P. 66
张 健, 等:
双相不锈钢钢管对接环焊缝的相控阵超声检测
图6 不同位置人工反射体信号及反射体测量位置
4 检测结果
为了验证检测效果, 对图3所示的人工缺陷试
管, 采用以下3种方法分别实施检测: 常规超声纵波
斜入射检测; 射线检测; 相控阵超声检测。在相控阵
超声检测时, 实施两种检测方案, 一种是在焊缝两侧
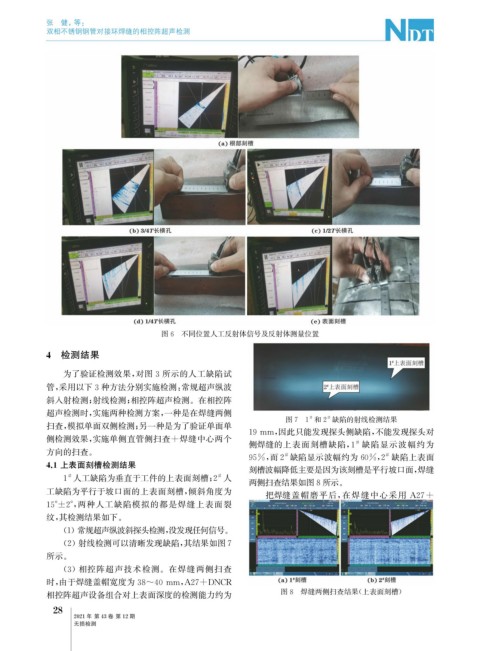
图7 1 和2 缺陷的射线检测结果
#
#
扫查, 模拟单面双侧检测; 另一种是为了验证单面单
19mm , 因此只能发现探头侧缺陷, 不能发现探头对
侧检测效果, 实施单侧直管侧扫查+焊缝中心两个
侧焊缝的上表面刻槽缺陷, 1 缺陷显示波幅约为
#
方向的扫查。
95% , 而2 缺陷显示波幅约为60% , 2 缺陷上表面
#
#
4.1 上表面刻槽检测结果
刻槽波幅降低主要是因为该刻槽是平行坡口面, 焊缝
1 人工缺陷为垂直于工件的上表面刻槽; 2 人
#
#
两侧扫查结果如图8所示。
工缺陷为平行于坡口面的上表面刻槽, 倾斜角度为
把焊缝盖帽磨平后, 在焊缝中心采用 A27+
15°±2° , 两种人工缺陷模拟的都是焊缝上表面裂
纹, 其检测结果如下。
( 1 ) 常规超声纵波斜探头检测, 没发现任何信号。
( 2 ) 射线检测可以清晰发现缺陷, 其结果如图7
所示。
( 3 )相控阵超声技术检测。在焊缝两侧扫查
时, 由于焊缝盖帽宽度为38~40mm , A27+DNCR
相控阵超声设备组合对上表面深度的检测能力约为 图8 焊缝两侧扫查结果( 上表面刻槽)
8
2
2021年 第43卷 第12期
无损检测