
Page 123 - 无损检测2021年第五期
P. 123
刘 泉, 等:
开架式气化器换热管与集管角焊缝的射线检测
侧, 焦距不受空间限制; ③ 焊缝结构问题导致在集 进行透照, 特制作射线机放置工装( 见图 8 ), 既能保
管外侧布片时, 胶片无法与焊缝贴合, 而 X 射线采 证射线束按照固定角度透照, 又能防止射线机坠落
用专用的工装可以实现布片。因此, 采用 X 射线外 损坏, 同时保证适当的焦距。
透法实施检测, 在每条焊缝的两侧分别进行透照。
2.2 射线源
铝合金材料的线性衰减系数很小, 因此射线检
测的管电压一般不能超过 150kV 。对该结构焊缝
进行射线检测时( 焊缝穿透厚度约为 30mm ), 允许
的最高管电压为 110kV , 试验采用 XXG2005 型 X
射线机, 电压设置为 100kV 。
2.3 胶片布置
集 管 规 格 ( 直 径 × 长 × 壁 厚 ) 为 115 mm×
图 8 射线机放置工装及检测示意
6000mm×25mm , 其内径小, 长度大, 在集管内侧
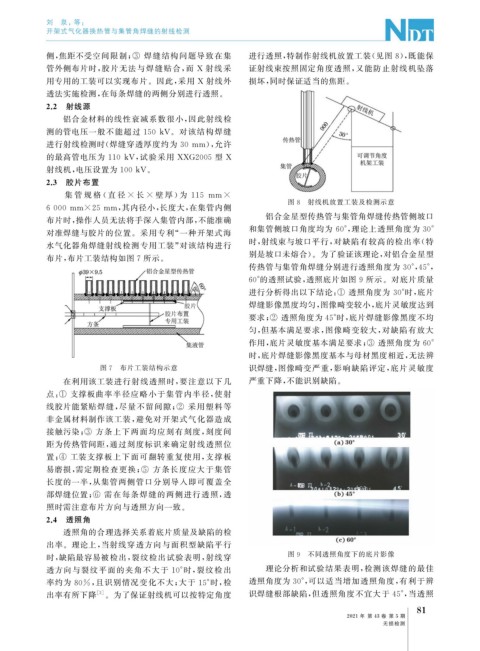
铝合金星型传热管与集管角焊缝传热管侧坡口
布片时, 操作人员无法将手深入集管内部, 不能准确
对准焊缝与胶片的位置。采用专利“ 一种开架式海 和集管侧坡口角度均为 60° , 理论上透照角度为 30°
时, 射线束与坡口平行, 对缺陷有较高的检出率( 特
水气化器角焊缝射线检测专用工装” 对该结构进行
别是坡口未熔合)。为了验证该理论, 对铝合金星型
布片, 布片工装结构如图 7 所示。
传热管与集管角焊缝分别进行透照角度为 30° , 45° ,
60° 的透照试验, 透照底片如图 9 所示。对底片质量
进行分析得出以下结论: ① 透照角度为 30° 时, 底片
焊缝影像黑度均匀, 图像畸变较小, 底片灵敏度达到
要求; ② 透照角度为 45° 时, 底片焊缝影像黑度不均
匀, 但基本满足要求, 图像畸变较大, 对缺陷有放大
作用, 底片灵敏度基本满足要求; ③ 透照角度为 60°
时, 底片焊缝影像黑度基本与母材黑度相近, 无法辨
图 7 布片工装结构示意 识焊缝, 图像畸变严重, 影响缺陷评定, 底片灵敏度
在利用该工装进行射线透照时, 要注意以下几 严重下降, 不能识别缺陷。
点: ① 支撑板曲率半径应略小于集管内半径, 使射
线胶片能紧贴焊缝, 尽量不留间隙; ② 采用塑料等
非金属材料制作该工装, 避免对开架式气化器造成
接触污染; ③ 方条上下两面均应刻有刻度, 刻度间
距为传热管间距, 通过刻度标识来确定射线透照位
置; ④ 工装支撑板上下面可翻转重复使用, 支撑板
易磨损, 需定期检查更换; ⑤ 方条长度应大于集管
长度的一半, 从集管两侧管口分别导入即可覆盖全
部焊缝位置; ⑥ 需在每条焊缝的两侧进行透照, 透
照时需注意布片方向与透照方向一致。
2.4 透照角
透照角的合理选择关系着底片质量及缺陷的检
出率。理论上, 当射线穿透方向与面积型缺陷平行
时, 缺陷最容易被检出, 裂纹检出试验表明, 射线穿 图 9 不同透照角度下的底片影像
透方向与裂纹平面的夹角不大于 10° 时, 裂纹检出 理论分析和试验结果表明, 检测该焊缝的最佳
率约为 80% , 且识别情况变化不大; 大于 15° 时, 检 透照角度为 30° , 可以适当增加透照角度, 有利于辨
出率有所下降 [ 3 ] 。为了保证射线机可以按特定角度 识焊缝根部缺陷, 但透照角度不宜大于 45° , 当透照
1
8
2021 年 第 43 卷 第 5 期
无损检测