
Page 126 - 无损检测2021年第五期
P. 126
汤 慧, 等:
环形核燃料元件焊缝的数字 X 射线成像检测
表 1 焦距、 管电压图像灰度和灵敏度的变化关系
端塞柱面环焊缝
焦距 / 管电压 / 最小可见丝径 /
图像灰度
mm kV mm
600 148 30010 0.250
650 156 30050 0.250
700 164 30008 0.200
750 172 30170 0.200
图 2 数字 X 射线检测原理示意
800 186 29880 0.160
等, 试验对 象 为 18mm 的 锆 合 金 环 形 核 燃 料 元 850 197 30050 0.160
ϕ
件, 其内外包壳壁厚小于 1mm 。 900 221 30030 0.160
950 247 29900 0.160
2 端塞柱面环焊缝数字 X 射线成像检测工
1000 275 30150 0.1250
艺及金相检验结果比较
和金相照片如表 2 所示。
2.1 检测工艺 数字 X 射线成像检测方法可有效检测出环形
环形核燃料元件柱面环焊缝为中空式环焊缝,
核燃料元件柱面环焊缝中直径大于 0.20 mm 的气
燃料棒端塞柱面环焊缝属于小径管对接环焊缝。对
孔、 夹杂等缺陷, 可有效检测出深度大于 0.20 mm
于给定的检测系统, 由式( 1 ) 可知, 随着焦点尺寸的
的气胀、 未焊透等缺陷。
减小, 最佳放大倍数将增大, 空间分辨率相应提高。
3 端塞端面环焊缝数字 X 射线成像检测工
试验选择的射线源焦点直径为 0.4mm 。
艺及金相检验结果
3 / 2
( /
M 0 = 1+ U C d ) ( 1 )
为探
式中: M 0 为最佳放大倍数; d 为焦点尺寸; U C 3.1 检测工艺
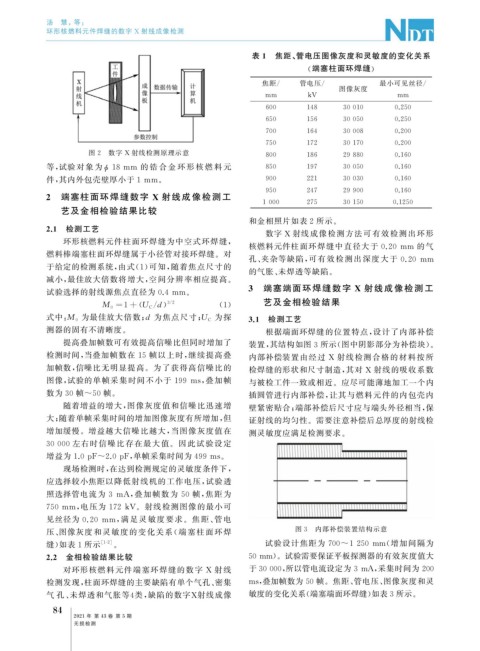
测器的固有不清晰度。 根据端面环焊缝的位置特点, 设计了内部补偿
提高叠加帧数可有效提高信噪比但同时增加了 装置, 其结构如图 3 所示( 图中阴影部分为补偿块)。
检测时间, 当叠加帧数在 15 帧以上时, 继续提高叠 内部补偿装置由经过 X 射线检测合格的材料按所
加帧数, 信噪比无明显提高。为了获得高信噪比的 检焊缝的形状和尺寸制造, 其对 X 射线的吸收系数
图像, 试验的单帧采集时间不小于 199 ms , 叠加帧 与被检工件一致或相近。应尽可能薄地加工一个内
数为 30 帧 ~50 帧。 插圆管进行内部补偿, 让其与燃料元件的内包壳内
随着增益的增大, 图像灰度值和信噪比迅速增 壁紧密贴合; 端部补偿后尺寸应与端头外径相当, 保
大; 随着单帧采集时间的增加图像灰度有所增加, 但 证射线的均匀性。需要注意补偿后总厚度的射线检
增加缓慢。增益越大信噪比越大, 当图像灰度值在 测灵敏度应满足检测要求。
30000 左右时信噪比存在最大值。因此试 验设定
增益为 1.0p F~2.0p F , 单帧采集时间为 499ms 。
现场检测时, 在达到检测规定的灵敏度条件下,
应选择较小焦距以降低射线机的工作电压, 试验透
照选择管电流为 3 mA , 叠加帧数为 50 帧, 焦距为
750mm , 电压为 172kV 。射线检测图像的最小可
见丝径为 0.20 mm , 满足灵敏度要求。焦距、 管电
压、 图像灰度和灵敏度的变化关系( 端塞柱 面环焊 图 3 内部补偿装置结构示意
缝) 如表 1 所示 [ 1-2 ] 。 试验设计焦距为 700~1250 mm ( 增加间隔为
2.2 金相检验结果比较 50mm )。试验需要保证平板探测器的有效灰度值大
对环形核燃料元件端塞环焊缝的数字 X 射线 于30000 , 所以管电流设定为 3mA , 采集时间为 200
检测发现, 柱面环焊缝的主要缺陷有单个气孔、 密集 ms , 叠加帧数为50 帧。焦距、 管电压、 图像灰度和灵
气 孔、 未焊透和气胀等 4 类, 缺陷的数字X 射线成像 敏度的变化关系( 端塞端面环焊缝) 如表3所示。
8
4
2021 年 第 43 卷 第 5 期
无损检测