
Page 127 - 无损检测2021年第五期
P. 127
汤 慧, 等:
环形核燃料元件焊缝的数字 X 射线成像检测
表 2 端塞柱面环焊缝缺陷的数字 X 射线成像与金相照片
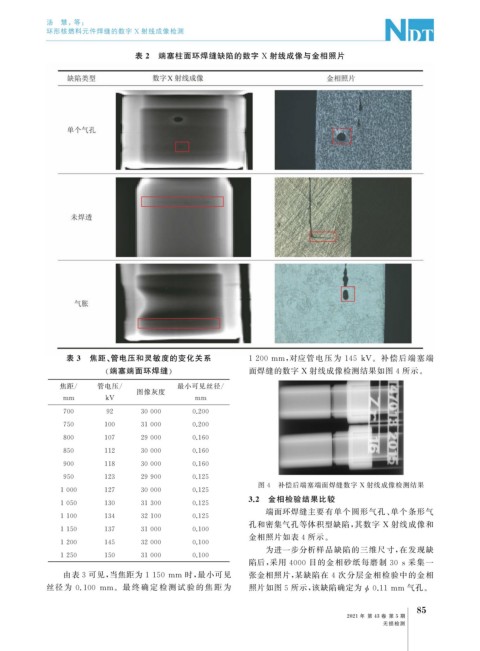
表 3 焦距、 管电压和灵敏度的变化关系 1200mm , 对应管电压为 145kV 。补偿后端塞端
端塞端面环焊缝 面焊缝的数字 X 射线成像检测结果如图 4 所示。
焦距 / 管电压 / 最小可见丝径 /
图像灰度
mm kV mm
700 92 30000 0.200
750 100 31000 0.200
800 107 29000 0.160
850 112 30000 0.160
900 118 30000 0.160
950 123 29900 0.125
图 4 补偿后端塞端面焊缝数字 X 射线成像检测结果
1000 127 30000 0.125
3.2 金相检验结果比较
1050 130 31300 0.125
端面环焊缝主要有单个圆形气孔、 单个条形气
1100 134 32100 0.125
孔和密集气孔等体积型缺陷, 其数字 X 射线成像和
1150 137 31000 0.100
金相照片如表 4 所示。
1200 145 32000 0.100
为进一步分析样品缺陷的三维尺寸, 在发现缺
1250 150 31000 0.100
陷后, 采用 4000 目的金相砂纸每磨制 30s 采集一
由表 3 可见, 当焦距为 1150mm 时, 最小可见 张金相照片, 某缺陷在 4 次分层金相检验中的金相
丝径 为 0.100 mm 。最 终 确 定 检 测 试 验 的 焦 距 为 照片如图 5 所示, 该缺陷确定为 ϕ 0.11mm 气孔。
5
8
2021 年 第 43 卷 第 5 期
无损检测