
Page 66 - 无损检测2024年第十二期
P. 66
张佳莹,等:
曲面复合材料部件的自动相控阵超声检测
由图4最终获得的轨迹点位姿可见,各轨迹点
位姿与三维轮廓的关系满足检测条件。
根据已经求得的上一条轨迹最终轨迹点的位置
和姿态及下一条轨迹起始轨迹点的位置和姿态,对
位置变化采用曲线运动轨迹同样的位置插值方法进
行插值,对姿态采用姿态变化插值算法进行插值,保
证自动换行平稳可靠,最后调用六轴机械手反接来
获得各轴角度。 图 5 轮式相控阵超声自动检测现场
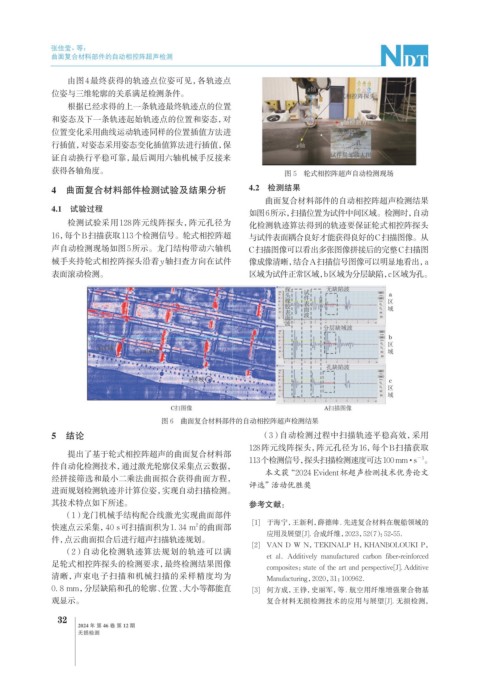
4 曲面复合材料部件检测试验及结果分析 4.2 检测结果
曲面复合材料部件的自动相控阵超声检测结果
4.1 试验过程
如图6所示, 扫描位置为试件中间区域。检测时,自动
检测试验采用128阵元线阵探头,阵元孔径为 化检测轨迹算法得到的轨迹要保证轮式相控阵探头
16,每个B扫描获取113个检测信号。轮式相控阵超 与试件表面耦合良好才能获得良好的C扫描图像。从
声自动检测现场如图5所示。龙门结构带动六轴机 C扫描图像可以看出多张图像拼接后的完整C扫描图
械手夹持轮式相控阵探头沿着y轴扫查方向在试件 像成像清晰,结合A扫描信号图像可以明显地看出,a
表面滚动检测。 区域为试件正常区域,b区域为分层缺陷,c区域为孔。
图 6 曲面复合材料部件的自动相控阵超声检测结果
5 结论 (3)自动检测过程中扫描轨迹平稳高效,采用
128阵元线阵探头,阵元孔径为16,每个B扫描获取
提出了基于轮式相控阵超声的曲面复合材料部
113个检测信号, 探头扫描检测速度可达100 mm · s 。
−1
件自动化检测技术,通过激光轮廓仪采集点云数据,
本文获“2024 Evident杯超声检测技术优秀论文
经拼接筛选和最小二乘法曲面拟合获得曲面方程,
评选”活动优胜奖
进而规划检测轨迹并计算位姿,实现自动扫描检测。
其技术特点如下所述。 参考文献:
(1)龙门机械手结构配合线激光实现曲面部件
[1] 于海宁,王新利,薛德帅. 先进复合材料在舰船领域的
2
快速点云采集,40 s可扫描面积为1. 34 m 的曲面部
应用及展望[J]. 合成纤维,2023,52(7):52-55.
件,点云曲面拟合后进行超声扫描轨迹规划。
[2] VAN D W N,TEKINALP H,KHANBOLOUKI P,
(2)自动化检测轨迹算法规划的轨迹可以满
et al.Additively manufactured carbon fiber-reinforced
足轮式相控阵探头的检测要求,最终检测结果图像
composites:state of the art and perspective[J]. Additive
清晰,声束电子扫描和机械扫描的采样精度均为 Manufacturing,2020,31:100962.
0. 8 mm,分层缺陷和孔的轮廓、位置、大小等都能直 [3] 何方成,王铮,史丽军,等. 航空用纤维增强聚合物基
观显示。 复合材料无损检测技术的应用与展望[J]. 无损检测,
32
2024 年 第 46 卷 第 12 期
无损检测