
Page 63 - 无损检测2024年第十二期
P. 63
张佳莹,等:
曲面复合材料部件的自动相控阵超声检测
声检测系统,检测大尺寸层压复合材料样品内部脱 行高精度的可视化检测,但手动检测不仅效率低,精
黏缺陷和微空洞缺陷。李秀峰等 [16] 使用全聚焦3D 度和成像效果受检测人员经验的影响很大,拼接成
相控阵超声检测实现了209P型转向架用碳纤维复 完整的检测件图像也十分困难。自动化检测精度高、
合材料的质量检测,缺陷图像显示直观、缺陷定量 效率高、成像效果好,但自动获得检测轨迹的难度较
准确,但需要人工手动检测。刘鑫等 [17] 使用相控阵 大。针对上述问题,提出基于最小二乘法曲面拟合
超声检测系统准确、有效地判别了大型夹芯复合材 的自动化检测轨迹算法,并设计了曲面复合材料部
料的面板缺陷、夹芯结构的黏接缺陷。综上所述, 件轮式相控阵超声自动检测系统来实现此类部件的
曲面复合材料部件的检测方法存在人工检测效 自动化检测。
率较低、检测范围较小、图像清晰度有待提高等
问题。 1 轮式相控阵超声自动检测系统
笔者试验所用的曲面复合材料部件尺寸很大, 针对曲面复合材料部件结构和轮式相控阵超声
检测面积很大,试件的三维轮廓为具有一定曲率的 探头扫描的要求,笔者设计了一套基于龙门结构的
不规则曲面,前期试验发现轮式相控阵探头可以进 多轴检测系统,其结构如图1所示。
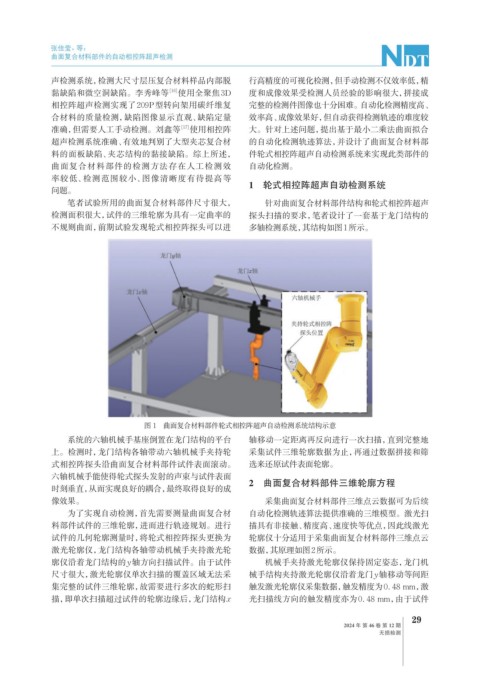
图 1 曲面复合材料部件轮式相控阵超声自动检测系统结构示意
系统的六轴机械手基座倒置在龙门结构的平台 轴移动一定距离再反向进行一次扫描,直到完整地
上。检测时,龙门结构各轴带动六轴机械手夹持轮 采集试件三维轮廓数据为止,再通过数据拼接和筛
式相控阵探头沿曲面复合材料部件试件表面滚动。 选来还原试件表面轮廓。
六轴机械手能使得轮式探头发射的声束与试件表面
时刻垂直,从而实现良好的耦合,最终取得良好的成 2 曲面复合材料部件三维轮廓方程
像效果。 采集曲面复合材料部件三维点云数据可为后续
为了实现自动检测,首先需要测量曲面复合材 自动化检测轨迹算法提供准确的三维模型。激光扫
料部件试件的三维轮廓,进而进行轨迹规划。进行 描具有非接触、精度高、速度快等优点,因此线激光
试件的几何轮廓测量时,将轮式相控阵探头更换为 轮廓仪十分适用于采集曲面复合材料部件三维点云
激光轮廓仪,龙门结构各轴带动机械手夹持激光轮 数据,其原理如图2所示。
廓仪沿着龙门结构的y轴方向扫描试件。由于试件 机械手夹持激光轮廓仪保持固定姿态,龙门机
尺寸很大,激光轮廓仪单次扫描的覆盖区域无法采 械手结构夹持激光轮廓仪沿着龙门y轴移动等间距
集完整的试件三维轮廓,故需要进行多次的蛇形扫 触发激光轮廓仪采集数据,触发精度为0. 48 mm,激
描,即单次扫描超过试件的轮廓边缘后,龙门结构x 光扫描线方向的触发精度亦为0. 48 mm,由于试件
29
2024 年 第 46 卷 第 12 期
无损检测