
Page 52 - 无损检测2024年第十一期
P. 52
杨贵德,等:
对置阵列多模态全聚焦焊缝检测技术分析
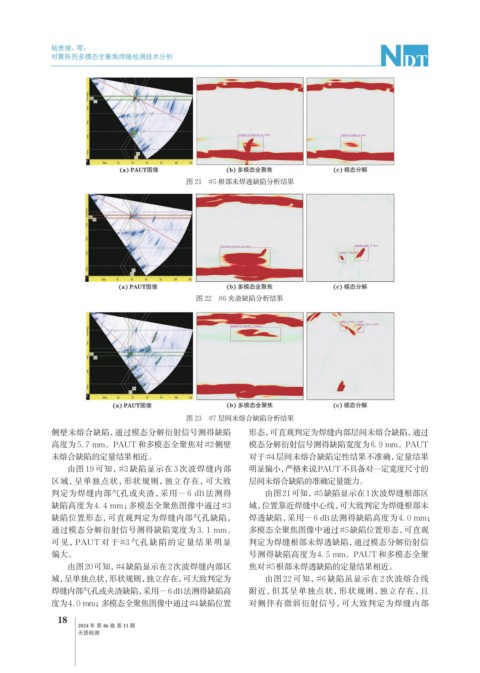
图 21 #5 根部未焊透缺陷分析结果
图 22 #6 夹渣缺陷分析结果
图 23 #7 层间未熔合缺陷分析结果
侧壁未熔合缺陷,通过模态分解衍射信号测得缺陷 形态,可直观判定为焊缝内部层间未熔合缺陷,通过
高度为5. 7 mm。PAUT和多模态全聚焦对#2侧壁 模态分解衍射信号测得缺陷宽度为6. 9 mm。PAUT
未熔合缺陷的定量结果相近。 对于#4层间未熔合缺陷定性结果不准确,定量结果
由图 19 可知,#3 缺陷显示在 3 次波焊缝内部 明显偏小,严格来说PAUT不具备对一定宽度尺寸的
区域,呈单独点状,形状规则,独立存在,可大致 层间未熔合缺陷的准确定量能力。
判定为焊缝内部气孔或夹渣,采用− 6 dB 法测得 由图21可知,#5缺陷显示在1次波焊缝根部区
缺陷高度为 4. 4 mm;多模态全聚焦图像中通过 #3 域,位置靠近焊缝中心线,可大致判定为焊缝根部未
缺陷位置形态,可直观判定为焊缝内部气孔缺陷, 焊透缺陷,采用−6 dB法测得缺陷高度为4. 0 mm;
通过模态分解衍射信号测得缺陷宽度为 3. 1 mm。 多模态全聚焦图像中通过#5缺陷位置形态,可直观
可见,PAUT 对于 #3 气孔缺陷的定量结果明显 判定为焊缝根部未焊透缺陷,通过模态分解衍射信
偏大。 号测得缺陷高度为4. 5 mm。PAUT和多模态全聚
由图20可知,#4缺陷显示在2次波焊缝内部区 焦对#5根部未焊透缺陷的定量结果相近。
域,呈单独点状,形状规则,独立存在,可大致判定为 由图 22 可知,#6 缺陷虽显示在 2 次波熔合线
焊缝内部气孔或夹渣缺陷,采用−6 dB法测得缺陷高 附近,但其呈单独点状,形状规则,独立存在,且
度为4. 0 mm;多模态全聚焦图像中通过#4缺陷位置 对侧伴有微弱衍射信号,可大致判定为焊缝内部
18
2024 年 第 46 卷 第 11 期
无损检测