
Page 133 - 无损检测2024年第九期
P. 133
颜江涛,等:
金属增材制造检测技术与质量控制研究进展
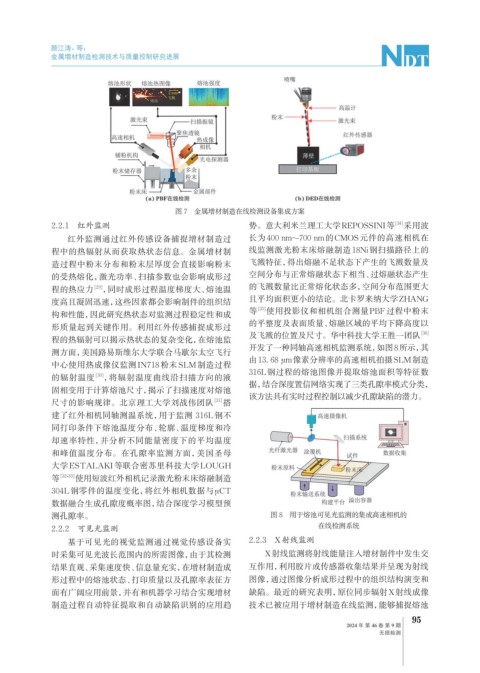
图 7 金属增材制造在线检测设备集成方案
2.2.1 红外监测 势。意大利米兰理工大学REPOSSINI等 [34] 采用波
红外监测通过红外传感设备捕捉增材制造过 长为 400 nm~700 nm的CMOS元件的高速相机在
程中的热辐射从而获取热状态信息。金属增材制 线监测激光粉末床熔融制造18Ni钢扫描路径上的
造过程中粉末分布和粉末层厚度会直接影响粉末 飞溅特征,得出熔融不足状态下产生的飞溅数量及
的受热熔化,激光功率、扫描参数也会影响成形过 空间分布与正常熔融状态下相当、过熔融状态产生
程的热应力 [29] ,同时成形过程温度梯度大、熔池温 的飞溅数量比正常熔化状态多,空间分布范围更大
度高且凝固迅速,这些因素都会影响制件的组织结 且平均面积更小的结论。北卡罗来纳大学ZHANG
等 [35] 使用投影仪和相机组合测量PBF过程中粉末
构和性能,因此研究热状态对监测过程稳定性和成
的平整度及表面质量、熔融区域的平均下降高度以
形质量起到关键作用。利用红外传感捕捉成形过
及飞溅的位置及尺寸。华中科技大学王胜一团队 [36]
程的热辐射可以揭示热状态的复杂变化,在熔池监
开发了一种同轴高速相机监测系统,如图8所示,其
测方面,美国路易斯维尔大学联合马歇尔太空飞行
由13. 68 μm像素分辨率的高速相机拍摄SLM制造
中心使用热成像仪监测IN718 粉末 SLM 制造过程
316L钢过程的熔池图像并提取熔池面积等特征数
的辐射温度 [30] ,将辐射温度曲线沿扫描方向的液
据,结合深度置信网络实现了三类孔隙率模式分类,
固相变用于计算熔池尺寸,揭示了扫描速度对熔池
该方法具有实时过程控制以减少孔隙缺陷的潜力。
尺寸的影响规律。北京理工大学刘战伟团队 [31] 搭
建了红外相机同轴测温系统,用于监测 316L 钢不
同打印条件下熔池温度分布、轮廓、温度梯度和冷
却速率特性,并分析不同能量密度下的平均温度
和峰值温度分布。在孔隙率监测方面,美国圣母
大学ESTALAKI等联合密苏里科技大学 LOUGH
等 [32-33] 使用短波红外相机记录激光粉末床熔融制造
304L 钢零件的温度变化,将红外相机数据与μCT
数据融合生成孔隙度概率图,结合深度学习模型预
测孔隙率。 图 8 用于熔池可见光监测的集成高速相机的
2.2.2 可见光监测 在线检测系统
基于可见光的视觉监测通过视觉传感设备实 2.2.3 X射线监测
时采集可见光波长范围内的所需图像,由于其检测 X射线监测将射线能量注入增材制件中发生交
结果直观、采集速度快、信息量充实,在增材制造成 互作用,利用胶片或传感器收集结果并呈现为射线
形过程中的熔池状态、打印质量以及孔隙率表征方 图像,通过图像分析成形过程中的组织结构演变和
面有广阔应用前景,并有和机器学习结合实现增材 缺陷。最近的研究表明,原位同步辐射X射线成像
制造过程自动特征提取和自动缺陷识别的应用趋 技术已被应用于增材制造在线监测,能够捕捉熔池
95
2024 年 第 46 卷 第 9 期
无损检测