
Page 113 - 无损检测2024年第八期
P. 113
李 彰,等:
复合型管道焊缝渗透检测机器人系统设计
图 11 机械臂实施渗透剂施加工艺
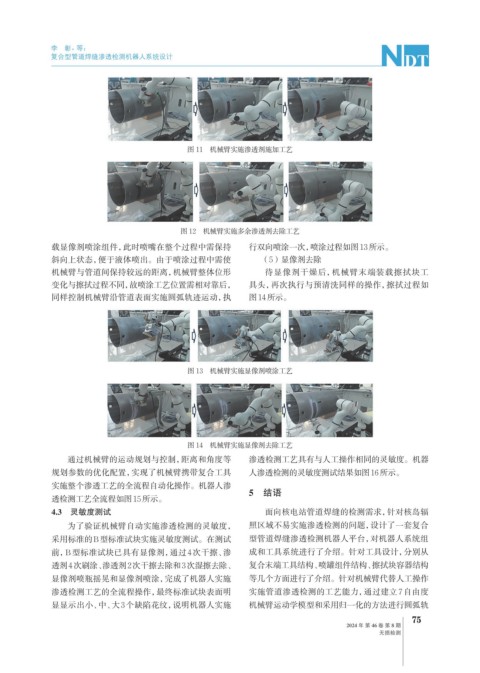
图 12 机械臂实施多余渗透剂去除工艺
载显像剂喷涂组件,此时喷嘴在整个过程中需保持 行双向喷涂一次,喷涂过程如图13所示。
斜向上状态,便于液体喷出。由于喷涂过程中需使 (5)显像剂去除
机械臂与管道间保持较远的距离,机械臂整体位形 待显像剂干燥后,机械臂末端装载擦拭块工
变化与擦拭过程不同,故喷涂工艺位置需相对靠后, 具头,再次执行与预清洗同样的操作,擦拭过程如
同样控制机械臂沿管道表面实施圆弧轨迹运动,执 图14所示。
图 13 机械臂实施显像剂喷涂工艺
图 14 机械臂实施显像剂去除工艺
通过机械臂的运动规划与控制,距离和角度等 渗透检测工艺具有与人工操作相同的灵敏度。机器
规划参数的优化配置,实现了机械臂携带复合工具 人渗透检测的灵敏度测试结果如图16所示。
实施整个渗透工艺的全流程自动化操作。机器人渗
5 结语
透检测工艺全流程如图15所示。
4.3 灵敏度测试 面向核电站管道焊缝的检测需求,针对核岛辐
为了验证机械臂自动实施渗透检测的灵敏度, 照区域不易实施渗透检测的问题,设计了一套复合
采用标准的B型标准试块实施灵敏度测试。在测试 型管道焊缝渗透检测机器人平台,对机器人系统组
前,B型标准试块已具有显像剂,通过4次干擦、渗 成和工具系统进行了介绍。针对工具设计,分别从
透剂4次刷涂、 渗透剂2次干擦去除和3次湿擦去除、 复合末端工具结构、喷罐组件结构、擦拭块容器结构
显像剂喷瓶摇晃和显像剂喷涂,完成了机器人实施 等几个方面进行了介绍。针对机械臂代替人工操作
渗透检测工艺的全流程操作,最终标准试块表面明 实施管道渗透检测的工艺能力,通过建立7自由度
显显示出小、中、大3个缺陷花纹,说明机器人实施 机械臂运动学模型和采用归一化的方法进行圆弧轨
75
2024 年 第 46 卷 第 8 期
无损检测