
Page 61 - 无损检测2024年第七期
P. 61
李加雷,等:
集箱端盖环焊缝的相控阵超声检测
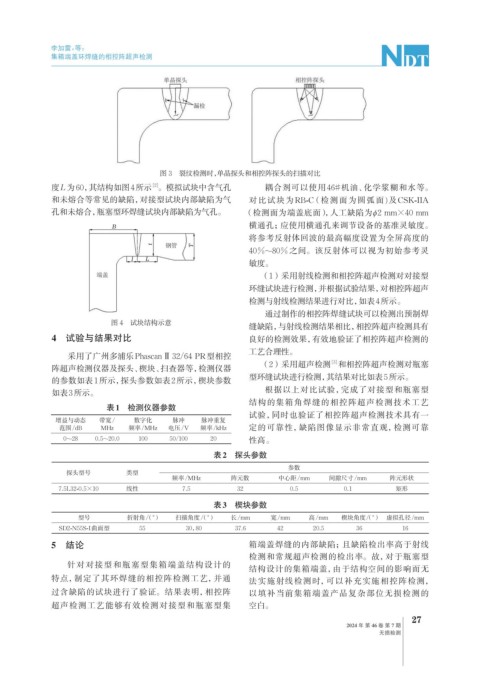
图 3 裂纹检测时,单晶探头和相控阵探头的扫描对比
[2]
度L为60,其结构如图4所示 。模拟试块中含气孔 耦合剂可以使用 46#机油、化学浆糊和水等。
和未熔合等常见的缺陷,对接型试块内部缺陷为气 对比试块为RB-C (检测面为圆弧面)及CSK-IIA
孔和未熔合,瓶塞型环焊缝试块内部缺陷为气孔。 (检测面为端盖底面),人工缺陷为φ2 mm×40 mm
横通孔;应使用横通孔来调节设备的基准灵敏度。
将参考反射体回波的最高幅度设置为全屏高度的
40%~80%之间。该反射体可以视为初始参考灵
敏度。
(1)采用射线检测和相控阵超声检测对对接型
环缝试块进行检测,并根据试验结果,对相控阵超声
检测与射线检测结果进行对比,如表4所示。
通过制作的相控阵焊缝试块可以检测出预制焊
图 4 试块结构示意
缝缺陷,与射线检测结果相比,相控阵超声检测具有
4 试验与结果对比 良好的检测效果,有效地验证了相控阵超声检测的
工艺合理性。
采用了广州多浦乐PhascanⅡ32/64 PR型相控
(2)采用超声检测 和相控阵超声检测对瓶塞
[3]
阵超声检测仪器及探头、楔块、扫查器等,检测仪器
的参数如表1所示,探头参数如表2所示,楔块参数 型环缝试块进行检测,其结果对比如表5所示。
如表3所示。 根据以上对比试验,完成了对接型和瓶塞型
结构的集箱角焊缝的相控阵超声检测技术工艺
表1 检测仪器参数
试验,同时也验证了相控阵超声检测技术具有一
增益与动态 带宽/ 数字化 脉冲 脉冲重复
范围/dB MHz 频率/MHz 电压/V 频率/kHz 定的可靠性,缺陷图像显示非常直观,检测可靠
0~28 0.5~20.0 100 50/100 20 性高。
表2 探头参数
参数
探头型号 类型
频率/MHz 阵元数 中心距/mm 间隙尺寸/mm 阵元形状
7.5L32-0.5×10 线性 7.5 32 0.5 0.1 矩形
表3 楔块参数
型号 折射角/(°) 扫描角度/(°) 长/mm 宽/mm 高/mm 楔块角度/(°) 虚拟孔径/mm
SD2-N55S-I曲面型 55 30,80 37.6 42 20.5 36 16
5 结论 箱端盖焊缝的内部缺陷;且缺陷检出率高于射线
检测和常规超声检测的检出率。故,对于瓶塞型
针对对接型和瓶塞型集箱端盖结构设计的
结构设计的集箱端盖,由于结构空间的影响而无
特点,制定了其环焊缝的相控阵检测工艺,并通 法实施射线检测时,可以补充实施相控阵检测,
过含缺陷的试块进行了验证。结果表明,相控阵 以填补当前集箱端盖产品复杂部位无损检测的
超声检测工艺能够有效检测对接型和瓶塞型集 空白。
27
2024 年 第 46 卷 第 7 期
无损检测