
Page 60 - 无损检测2024年第七期
P. 60
李加雷,等:
集箱端盖环焊缝的相控阵超声检测
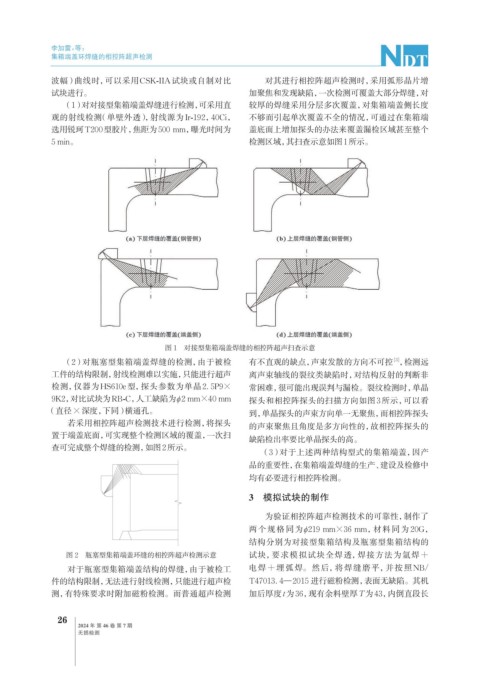
波幅)曲线时,可以采用CSK-IIA试块或自制对比 对其进行相控阵超声检测时,采用弧形晶片增
试块进行。 加聚焦和发现缺陷,一次检测可覆盖大部分焊缝,对
(1)对对接型集箱端盖焊缝进行检测,可采用直 较厚的焊缝采用分层多次覆盖,对集箱端盖侧长度
观的射线检测(单壁外透),射线源为Ir-192,40Ci, 不够而引起单次覆盖不全的情况,可通过在集箱端
选用锐珂T200型胶片,焦距为500 mm,曝光时间为 盖底面上增加探头的办法来覆盖漏检区域甚至整个
5 min。 检测区域,其扫查示意如图1所示。
图 1 对接型集箱端盖焊缝的相控阵超声扫查示意
[3]
(2)对瓶塞型集箱端盖焊缝的检测,由于被检 有不直观的缺点,声束发散的方向不可控 ,检测远
工件的结构限制,射线检测难以实施,只能进行超声 离声束轴线的裂纹类缺陷时,对结构反射的判断非
检测,仪器为HS610e型,探头参数为单晶2. 5P9× 常困难,很可能出现误判与漏检。裂纹检测时,单晶
9K2,对比试块为RB-C,人工缺陷为φ2 mm×40 mm 探头和相控阵探头的扫描方向如图3所示,可以看
(直径×深度, 下同)横通孔。 到,单晶探头的声束方向单一无聚焦,而相控阵探头
若采用相控阵超声检测技术进行检测,将探头 的声束聚焦且角度是多方向性的,故相控阵探头的
置于端盖底面,可实现整个检测区域的覆盖,一次扫
缺陷检出率要比单晶探头的高。
查可完成整个焊缝的检测,如图2所示。
(3)对于上述两种结构型式的集箱端盖,因产
品的重要性,在集箱端盖焊缝的生产、建设及检修中
均有必要进行相控阵检测。
3 模拟试块的制作
为验证相控阵超声检测技术的可靠性,制作了
两个规格同为φ219 mm×36 mm,材料同为 20G,
结构分别为对接型集箱结构及瓶塞型集箱结构的
图 2 瓶塞型集箱端盖环缝的相控阵超声检测示意 试块,要求模拟试块全焊透,焊接方法为氩焊+
对于瓶塞型集箱端盖结构的焊缝,由于被检工 电焊+埋弧焊。然后,将焊缝磨平,并按照NB/
件的结构限制,无法进行射线检测,只能进行超声检 T47013. 4—2015 进行磁粉检测, 表面无缺陷。其机
测,有特殊要求时附加磁粉检测。而普通超声检测 加后厚度t为36,现有余料壁厚T为43,内倒直段长
26
2024 年 第 46 卷 第 7 期
无损检测