
Page 66 - 无损检测2024年第七期
P. 66
李 平,等:
压水堆核燃料棒环焊缝及堵孔点的数字射线检测
图 4 两种方法的像质计灵敏度实拍图
3 数字射线检测图像分辨率试验 测量的 。
[5]
试验燃料棒透照厚度为10 mm,根据国家标准规
3.1 检测工艺
定,8~12 mm须达到B级检测要求, 即丝号须达到D11。
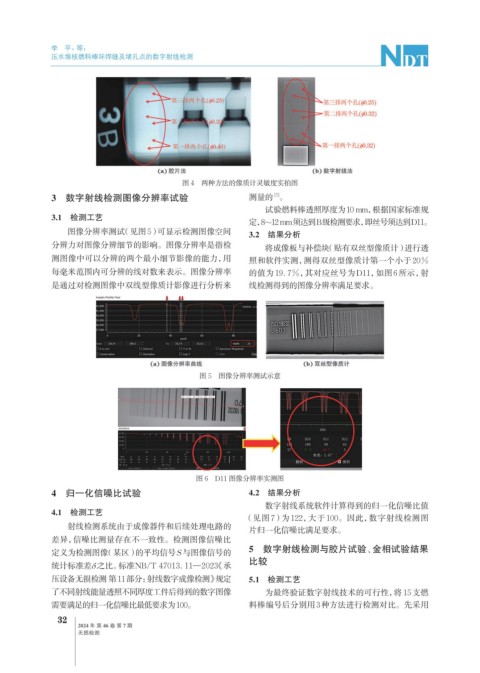
图像分辨率测试(见图5)可显示检测图像空间 3.2 结果分析
分辨力对图像分辨细节的影响。图像分辨率是指检 将成像板与补偿块(贴有双丝型像质计)进行透
测图像中可以分辨的两个最小细节影像的能力,用 照和软件实测,测得双丝型像质计第一个小于20%
每毫米范围内可分辨的线对数来表示。图像分辨率 的值为19. 7%,其对应丝号为D11,如图6所示,射
是通过对检测图像中双线型像质计影像进行分析来 线检测得到的图像分辨率满足要求。
图 5 图像分辨率测试示意
图 6 D11 图像分辨率实测图
4 归一化信噪比试验 4.2 结果分析
数字射线系统软件计算得到的归一化信噪比值
4.1 检测工艺
(见图7)为122,大于100。因此,数字射线检测图
射线检测系统由于成像器件和后续处理电路的 片归一化信噪比满足要求。
差异,信噪比测量存在不一致性。检测图像信噪比
5 数字射线检测与胶片试验、金相试验结果
定义为检测图像(某区)的平均信号S与图像信号的
比较
统计标准差δ 之比。标准NB/T 47013. 11—2023《承
压设备无损检测 第11部分: 射线数字成像检测》规定 5.1 检测工艺
了不同射线能量透照不同厚度工件后得到的数字图像 为最终验证数字射线技术的可行性,将15支燃
需要满足的归一化信噪比最低要求为100。 料棒编号后分别用3种方法进行检测对比。先采用
32
2024 年 第 46 卷 第 7 期
无损检测