
Page 120 - 无损检测2024年第六期
P. 120
张海山,等:
双轨式钢轨超声检测系统的设计与应用
3.1.2 轨底探轮检测的有效性验证 场使用中也取得了良好的效果。2023年3月,相关
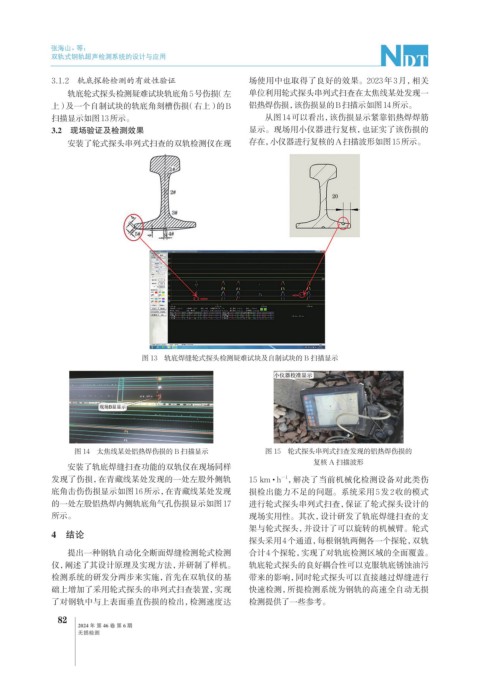
轨底轮式探头检测疑难试块轨底角5号伤损 (左 单位利用轮式探头串列式扫查在太焦线某处发现一
上)及一个自制试块的轨底角刻槽伤损(右上)的B 铝热焊伤损,该伤损显的B扫描示如图14所示。
扫描显示如图13所示。 从图14可以看出,该伤损显示紧靠铝热焊焊筋
3.2 现场验证及检测效果 显示。现场用小仪器进行复核,也证实了该伤损的
安装了轮式探头串列式扫查的双轨检测仪在现 存在,小仪器进行复核的A扫描波形如图15所示。
图 13 轨底焊缝轮式探头检测疑难试块及自制试块的 B 扫描显示
图 14 太焦线某处铝热焊伤损的 B 扫描显示 图 15 轮式探头串列式扫查发现的铝热焊伤损的
复核 A 扫描波形
安装了轨底焊缝扫查功能的双轨仪在现场同样
发现了伤损,在青藏线某处发现的一处左股外侧轨 15 km · h ,解决了当前机械化检测设备对此类伤
-1
底角击伤伤损显示如图16所示,在青藏线某处发现 损检出能力不足的问题。系统采用 5发2收的模式
的一处左股铝热焊内侧轨底角气孔伤损显示如图17 进行轮式探头串列式扫查,保证了轮式探头设计的
所示。 现场实用性。其次,设计研发了轨底焊缝扫查的支
架与轮式探头,并设计了可以旋转的机械臂。轮式
4 结论
探头采用4个通道,每根钢轨两侧各一个探轮,双轨
提出一种钢轨自动化全断面焊缝检测轮式检测 合计4个探轮,实现了对轨底检测区域的全面覆盖。
仪,阐述了其设计原理及实现方法,并研制了样机。 轨底轮式探头的良好耦合性可以克服轨底锈蚀油污
检测系统的研发分两步来实施,首先在双轨仪的基 带来的影响,同时轮式探头可以直接越过焊缝进行
础上增加了采用轮式探头的串列式扫查装置,实现 快速检测,所提检测系统为钢轨的高速全自动无损
了对钢轨中与上表面垂直伤损的检出,检测速度达 检测提供了一些参考。
82
2024 年 第 46 卷 第 6 期
无损检测