
Page 117 - 无损检测2024年第六期
P. 117
张海山,等:
双轨式钢轨超声检测系统的设计与应用
收。通过FPGA(现场可编程门阵列)进行时序控制
很容易实现该过程,但累积的时间太长会导致扫查
重复频率太低。故可在探头1发射后的30~40 µs,
接着触发探头2,形成一种嵌入式发射接收模式,重
复频率可提高一倍。
通过该垂直伤损检测系统,可实现对检测区域
内所有高度的全面扫查,将检测系统固定于能在轨
道上行驶的检测车辆上,将探头放置于轨道表面,通
过车辆的行走即可对整个轨道内选定的垂直检测区
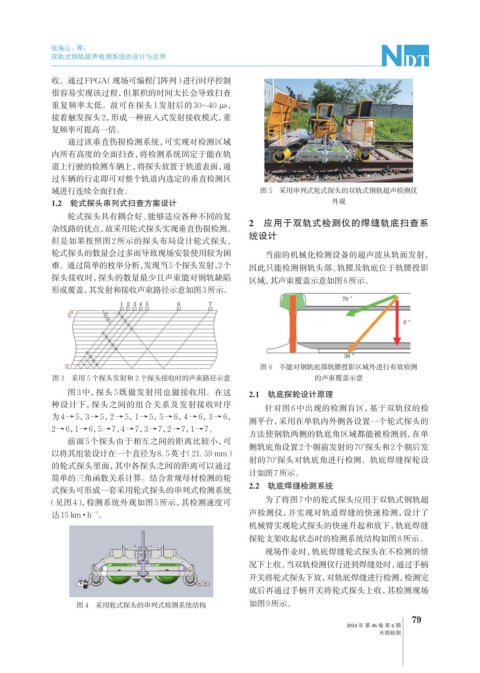
域进行连续全面扫查。 图 5 采用串列式轮式探头的双轨式钢轨超声检测仪
1.2 轮式探头串列式扫查方案设计 外观
轮式探头具有耦合好、能够适应各种不同的复
2 应用于双轨式检测仪的焊缝轨底扫查系
杂线路的优点,故采用轮式探头实现垂直伤损检测。
统设计
但是如果按照图2所示的探头布局设计轮式探头,
轮式探头的数量会过多而导致现场安装使用较为困 当前的机械化检测设备的超声波从轨面发射,
难。通过简单的枚举分析,发现当5个探头发射,2个 因此只能检测钢轨头部、轨腰及轨底位于轨腰投影
探头接收时,探头的数量最少且声束能对钢轨缺陷 区域,其声束覆盖示意如图6所示。
形成覆盖,其发射和接收声束路径示意如图3所示。
图 6 不能对钢轨底部轨腰投影区域外进行有效检测
图 3 采用 5 个探头发射和 2 个探头接收时的声束路径示意 的声束覆盖示意
图 3 中,探头 5 既做发射用也做接收用。在这 2.1 轨底探轮设计原理
种设计下,探头之间的组合关系及发射接收时序
针对图6中出现的检测盲区,基于双轨仪的检
为 4 → 5,3 → 5,2 → 5,1 → 5,5 → 6,4 → 6,3 → 6,
测平台,采用在单轨内外侧各设置一个轮式探头的
2→6,1→6,5→7,4→7,3→7,2→7,1→7。
方法使钢轨两侧的轨底角区域都能被检测到,在单
前面5个探头由于相互之间的距离比较小,可
侧轨底角设置2个朝前发射的70°探头和2个朝后发
以将其组装设计在一个直径为8. 5英寸(21. 59 mm)
射的70°探头对轨底角进行检测。轨底焊缝探轮设
的轮式探头里面,其中各探头之间的距离可以通过
计如图7所示。
简单的三角函数关系计算。结合常规母材检测的轮
2.2 轨底焊缝检测系统
式探头可形成一套采用轮式探头的串列式检测系统
(见图4),检测系统外观如图5所示,其检测速度可 为了将图7中的轮式探头应用于双轨式钢轨超
达15 km · h 。 声检测仪,并实现对轨道焊缝的快速检测,设计了
-1
机械臂实现轮式探头的快速升起和放下,轨底焊缝
探轮支架收起状态时的检测系统结构如图8所示。
现场作业时,轨底焊缝轮式探头在不检测的情
况下上收,当双轨检测仪行进到焊缝处时,通过手柄
开关将轮式探头下放,对轨底焊缝进行检测,检测完
成后再通过手柄开关将轮式探头上收,其检测现场
图 4 采用轮式探头的串列式检测系统结构 如图9所示。
79
2024 年 第 46 卷 第 6 期
无损检测