
Page 125 - 无损检测2024年第六期
P. 125
任国庆,等:
油气输送焊管串列超声检测的技术要求与应用
孔位置。 2.2 SAWL参考反射体的制备
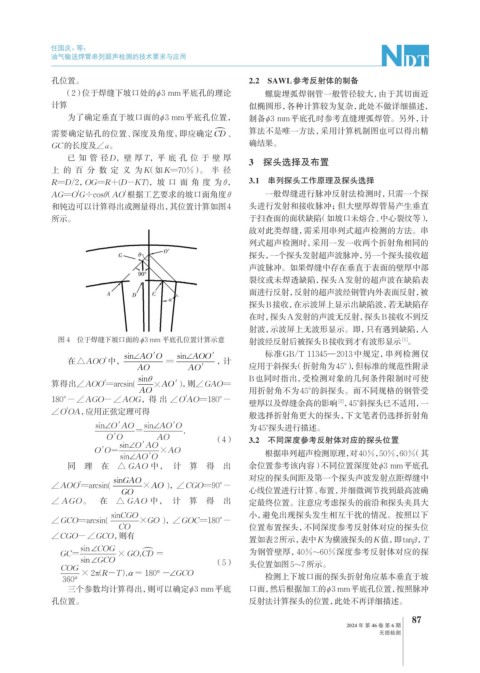
(2)位于焊缝下坡口处的φ3 mm平底孔的理论 螺旋埋弧焊钢管一般管径较大,由于其切面近
计算 似椭圆形,各种计算较为复杂,此处不做详细描述,
为了确定垂直于坡口面的φ3 mm平底孔位置, 制备φ3 mm平底孔时参考直缝埋弧焊管。另外,计
算法不是唯一方法,采用计算机制图也可以得出精
需要确定钻孔的位置、深度及角度,即应确定 CD 、
GC的长度及∠ɑ。 确结果。
已知管径 D,壁 厚 T,平底孔位于壁厚 3 探头选择及布置
上的百分数定义为 K(如 K=70%)。半径
R=D/2,OG=R+(D-KT),坡口面角度为 θ, 3.1 串列探头工作原理及探头选择
AG=O'G÷cosθ(AO'根据工艺要求的坡口面角度θ 一般焊缝进行脉冲反射法检测时,只需一个探
和钝边可以计算得出或测量得出,其位置计算如图4 头进行发射和接收脉冲;但大壁厚焊管易产生垂直
所示。 于扫查面的面状缺陷(如坡口未熔合、中心裂纹等),
故对此类焊缝,需采用串列式超声检测的方法。串
列式超声检测时,采用一发一收两个折射角相同的
探头,一个探头发射超声波脉冲,另一个探头接收超
声波脉冲。如果焊缝中存在垂直于表面的壁厚中部
裂纹或未焊透缺陷,探头A发射的超声波在缺陷表
面进行反射,反射的超声波经钢管内外表面反射,被
探头B接收,在示波屏上显示出缺陷波,若无缺陷存
在时,探头A发射的声波无反射,探头B接收不到反
射波,示波屏上无波形显示。即,只有遇到缺陷,入
图 4 位于焊缝下坡口面的φ3 mm 平底孔位置计算示意 射波经反射后被探头B接收到才有波形显示 。
[1]
sin∠ AO O sin∠ AOO ' 标准GB/T 11345—2013 中规定,串列检测仅
'
在 △AOO'中, = ,计
AO AO ' 应用于斜探头(折射角为45°) ,但标准的规范性附录
sinθ B也同时指出,受检测对象的几何条件限制时可使
算得出∠AOO'=arcsin( ×
? AO ' ),则∠GAO=
AO 用折射角不为45°的斜探头。而不同规格的钢管受
180° - ∠ AGO- ∠ AOG,得 出 ∠ O'AO=180° -
壁厚以及焊缝余高的影响 ,45°斜探头已不适用,一
[2]
∠O'OA,应用正弦定理可得
般选择折射角更大的探头,下文笔者仍选择折射角
为45°探头进行描述。
(4) 3.2 不同深度参考反射体对应的探头位置
× 根据串列超声检测原理,对40%,50%,60%(其
同 理 在 △ GAO 中 , 计 算 得 出 余位置参考该内容)不同位置深度处φ3 mm平底孔
sin GAO 对应的探头间距及第一个探头声波发射点距焊缝中
∠ AOO'=arcsin( ? × AO ),∠ CGO=90°-
GO 心线位置进行计算、布置,并细微调节找到最高波确
∠ AGO。 在 △ GAO 中 , 计 算 得 出 定最终位置。注意应考虑探头的前沿和探头夹具大
小,避免出现探头发生相互干扰的情况。按照以下
∠ GCO=arcsin( ),∠ GOC=180°-
位置布置探头,不同深度参考反射体对应的探头位
∠CGO-∠GCO,则有 置如表2所示, 表中K为横液探头的K值,即tanβ,T
× 为钢管壁厚,40%~60%深度参考反射体对应的探
(5) 头位置如图5~7所示。
×
检测上下坡口面的探头折射角应基本垂直于坡
三个参数均计算得出,则可以确定φ3 mm平底 口面,然后根据加工的φ3 mm平底孔位置,按照脉冲
孔位置。 反射法计算探头的位置,此处不再详细描述。
87
2024 年 第 46 卷 第 6 期
无损检测