
Page 123 - 无损检测2024年第六期
P. 123
任国庆,等:
油气输送焊管串列超声检测的技术要求与应用
1 油气输送用焊管相关标准要求 气工业管线输送系统用钢管》标准的补充。两个企
业标准关于SAW的钢管焊缝区探头的数量/参考反
首先探讨国家管网企业标准DEC系列标准(如
射体要求基本一致,而对HFW串列检测未做要求,
DEC-OPL-S-PL-004—2021-2《成品油管道工程钢
X60及以上钢级大壁厚SAW焊管中部的串列检测
管技术规格书》)及中国石油企业标准CDP-S-NGP- 或脉冲反射检测参考反射体要求如表1所示 (表中T
PL-006—2019-4《天然气管道工程钢管技术规格 为壁厚),其中壁厚为32. 0~42. 0 mm情况下的焊缝
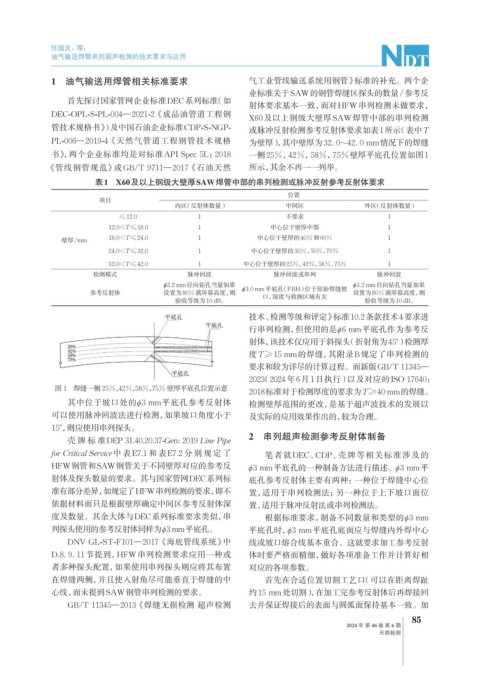
书》,两个企业标准均是对标准API Spec 5L:2018 一侧25%,42%,58%,75%壁厚平底孔位置如图1
《管线钢管规范》或GB/T 9711—2017《石油天然 所示,其余不再一一列举。
表1 X60及以上钢级大壁厚SAW焊管中部的串列检测或脉冲反射参考反射体要求
位置
项目
内区(反射体数量) 中间区 外区(反射体数量)
≤12.0 1 不要求 1
12.0<T≤18.0 1 中心位于壁厚中部 1
18.0<T≤24.0 1 中心位于壁厚的40%和60% 1
壁厚/mm
24.0<T≤32.0 1 中心位于壁厚的30%,50%,70% 1
32.0<T≤42.0 1 中心位于壁厚的25%,42%,58%,75% 1
检测模式 脉冲回波 脉冲回波或串列 脉冲回波
φ3.2 mm径向钻孔当量如果 φ3.2 mm径向钻孔当量如果
参考反射体 设置为80%满屏幕高度, 则 φ3.0 mm平底孔(FBH)位于原始焊缝坡 设置为80%满屏幕高度, 则
口,深度与检测区域有关
验收等级为10 dB。 验收等级为10 dB。
技术、检测等级和评定》标准10.2条款技术4要求进
行串列检测,但使用的是φ6 mm平底孔作为参考反
射体,该技术仅应用于斜探头(折射角为45°) 检测厚
度T≥15 mm的焊缝,其附录B规定了串列检测的
要求和较为详尽的计算过程。而新版GB/T 11345—
2023(2024年6月1日执行)以及对应的ISO 17640:
图 1 焊缝一侧 25%,42%,58%,75% 壁厚平底孔位置示意
2018标准对于检测厚度的要求为T≥40 mm的焊缝。
其中位于坡口处的φ3 mm平底孔参考反射体 检测壁厚范围的更改,是基于超声波技术的发展以
可以使用脉冲回波法进行检测,如果坡口角度小于 及实际的应用效果作出的,较为合理。
15°, 则应使用串列探头。
壳牌标准DEP 31.40.20.37-Gen: 2019 Line Pipe 2 串列超声检测参考反射体制备
for Critical Service中 表E7.1 和 表E7.2 分 别规 定 了 笔者就DEC、CDP、壳牌等相关标准涉及的
HFW钢管和SAW钢管关于不同壁厚对应的参考反 φ3 mm平底孔的一种制备方法进行描述。φ3 mm平
射体及探头数量的要求。其与国家管网DEC系列标 底孔参考反射体主要有两种:一种位于焊缝中心位
准有部分差异,如规定了HFW串列检测的要求, 即不 置,适用于串列检测法;另一种位于上下坡口面位
依据材料而只是根据壁厚确定中间区参考反射体深 置,适用于脉冲反射法或串列检测法。
度及数量。其余大体与DEC系列标准要求类似,串 根据标准要求,制备不同数量和类型的φ3 mm
列探头使用的参考反射体同样为φ3 mm平底孔。 平底孔时, φ3 mm平底孔底面应与焊缝内外焊中心
DNV GL-ST-F101—2017《海底管线系统》中 线或坡口熔合线基本重合。这就要求加工参考反射
D.8. 9. 11节提到,HFW串列检测要求应用一种或 体时要严格而精细,做好各项准备工作并计算好相
者多种探头配置,如果使用串列探头则应将其布置 对应的各项参数。
在焊缝两侧,并且使入射角尽可能垂直于焊缝的中 首先在合适位置切割工艺口(可以在距离焊趾
心线,而未提到SAW钢管串列检测的要求。 约15 mm处切割),在加工完参考反射体后再焊接回
GB/T 11345—2013《焊缝无损检测 超声检测 去并保证焊接后的表面与圆弧面保持基本一致。加
85
2024 年 第 46 卷 第 6 期
无损检测