
Page 124 - 无损检测2024年第六期
P. 124
任国庆,等:
油气输送焊管串列超声检测的技术要求与应用
工参考反射体时,按照理论计算的位置、钻孔深度及 要确定钻孔的位置、深度和角度,即应确定 CD 、FC
角度,并按照该角度制作的卡纸工装,沿着卡纸边缘
的长度及∠ɑ。
进行加工。为了保证稳定性,采用吸附钻加持对应
已知管径D,壁厚T,平底孔位于壁厚上的百分
工装进行钻孔,加工时先用φ3 mm钻头打孔,加工到
数定义为k(如k=30%)。半径R=D/2,BF=kT,
距离计算的位置剩余约3 mm处,然后继续用φ3 mm 则OF=R-kT,坡口面角度为θ,AG=O'G÷cosθ
铣刀加工至理论计算的位置处,此时需要更加精细
(O'G根据工艺要求或实际测量的θ和钝边可以计算
地加工并及时测量,最终使得φ3 mm平底孔底面与
得出), ∠CFG=90°(制作的φ3 mm平底孔应垂直
焊缝内外焊中心线或坡口熔合线基本重合。以下是
于坡口面),由此, φ3 mm平底孔位置的参数全部计
加工φ3 mm平底孔需要的相关理论计算。
算得出,其位置计算如图3所示。
2.1 SAWL和HFW参考反射体的制备
SAWL和HFW按照圆弧计算相应参数。
2.1.1 位于焊缝中心线的φ3 mm 平底孔位置的理
论计算
已知管径D和壁厚T,平底孔位于壁厚方向上
的深度定义为k (如k=30%)。切割工艺孔边缘距
离焊缝中心距离约为15~20 mm,其位置计算如图2
所示。需要确定钻孔中心距上表面的距离、深度及
角度,即图2中的CH长度、 BH长度及θ。
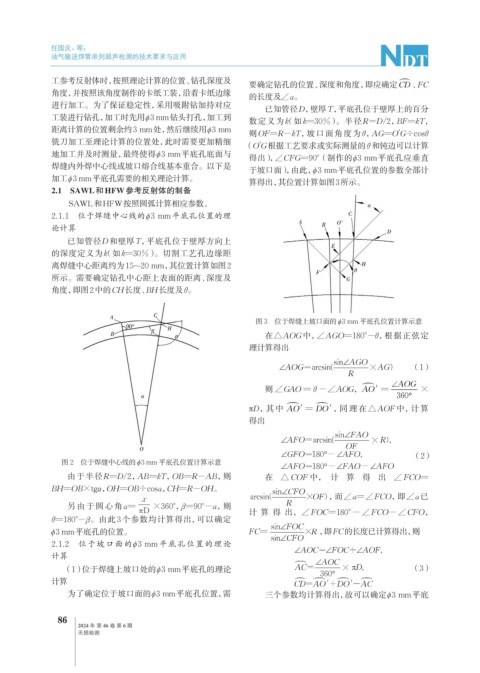
图 3 位于焊缝上坡口面的φ3 mm 平底孔位置计算示意
在△AOG中, ∠AGO=180°-θ,根据正弦定
理计算得出
× (1)
∠ AOG
则 ∠GAO = θ -∠AOG,AO = ×
'
360°
πD,其 中 AO = DO ,同 理 在 △AOF中,计 算
'
'
得出
×
(2)
图 2 位于焊缝中心线的φ3 mm 平底孔位置计算示意
由于半径R=D/2,AB=kT,OB=R-AB,则 在 △ COF 中, 计算得出 ∠ FCO=
BH=OB×tgα,OH=OB÷cosɑ,CH=R-OH。
,而∠ɑ=∠FCO,即∠ɑ已
另由于圆心角ɑ= ×360°, β=90°-ɑ,则
计算得出,∠ FOC=180° - ∠ FCO- ∠ CFO,
θ=180°-β。由此 3 个参数均计算得出,可以确定
φ3 mm平底孔的位置。 FC= ,即FC的长度已计算得出,则
2.1.2 位于坡口面的φ3 mm 平底孔位置的理论
计算
(1)位于焊缝上坡口处的φ3 mm平底孔的理论 × (3)
计算
为了确定位于坡口面的φ3 mm平底孔位置,需 三个参数均计算得出,故可以确定φ3 mm平底
86
2024 年 第 46 卷 第 6 期
无损检测