
Page 96 - 无损检测2023年第十二期
P. 96
吴 勇, 等:
管道环焊缝的相控阵超声检测
缝两侧( 包括上、 下游坡口未熔合6个, 距焊缝边缘 1.4 检测结果比对
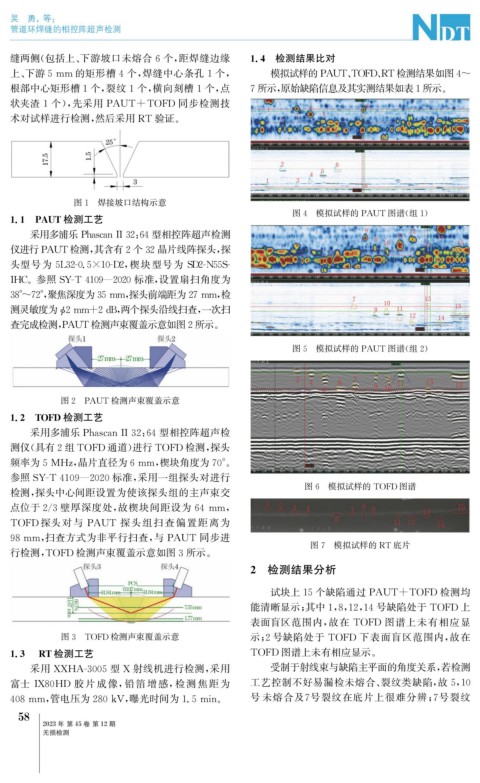
上、 下游5mm 的矩形槽4个, 焊缝中心条孔1个, 模拟试样的PAUT 、 TOFD 、 RT检测结果如图4~
根部中心矩形槽1个, 裂纹1个, 横向刻槽1个, 点 7所示, 原始缺陷信息及其实测结果如表1所示。
状夹渣1 个), 先采用 PAUT+TOFD 同步检测技
术对试样进行检测, 然后采用 RT 验证。
图1 焊接坡口结构示意
1.1 PAUT检测工艺 图4 模拟试样的 PAUT 图谱( 组1 )
采用多浦乐 PhascanII32 : 64型相控阵超声检测
仪进行PAUT检测, 其含有2个32晶片线阵探头, 探
头型号为 5L32-0.5×10-D2 , 楔块型号为 SD2-N55S-
IHC 。参照 SY-T4109 — 2020标准, 设置扇扫角度为
38°~72° , 聚焦深度为35mm , 探头前端距为27mm , 检
测灵敏度为 2mm+2dB , 两个探头沿线扫查, 一次扫
ϕ
查完成检测, PAUT检测声束覆盖示意如图2所示。
图5 模拟试样的 PAUT 图谱( 组2 )
图2 PAUT 检测声束覆盖示意
1.2 TOFD 检测工艺
采用多浦乐 PhascanII32 : 64型相控阵超声检
测仪( 具有2组 TOFD 通道) 进行 TOFD 检测, 探头
频率为5MHz , 晶片直径为6mm , 楔块角度为70° 。
参照 SY-T4109 — 2020标准, 采用一组探头对进行
图6 模拟试样的 TOFD 图谱
检测, 探头中心间距设置为使该探头组的主声束交
点位于2 / 3壁厚深度处, 故楔块间距设为 64mm ,
TOFD 探头对与 PAUT 探头组扫查偏置距离为
98mm , 扫查方式为非平行扫查, 与 PAUT 同步进
图7 模拟试样的 RT 底片
行检测, TOFD 检测声束覆盖示意如图3所示。
2 检测结果分析
试块上15个缺陷通过 PAUT+TOFD 检测均
能清晰显示; 其中1 , 8 , 12 , 14号缺陷处于 TOFD 上
表面盲区范围内, 故在 TOFD 图谱上未有相应显
图3 TOFD 检测声束覆盖示意 示; 2号缺陷处于 TOFD 下表面盲区范围内, 故在
1.3 RT检测工艺 TOFD 图谱上未有相应显示。
采用 XXHA-3005型 X 射线机进行检测, 采用 受制于射线束与缺陷主平面的角度关系, 若检测
富士 IX80HD 胶片成像, 铅箔 增 感, 检 测 焦 距 为 工艺控制不好易漏检未熔合、 裂纹类缺陷, 故5 , 10
号 未熔合及 7 号裂纹在底片上很难分辨; 7 号裂纹
408mm , 管电压为280kV , 曝光时间为1.5min 。
8
5
2023年 第45卷 第12期
无损检测