
Page 98 - 无损检测2023年第十二期
P. 98
吴 勇, 等:
管道环焊缝的相控阵超声检测
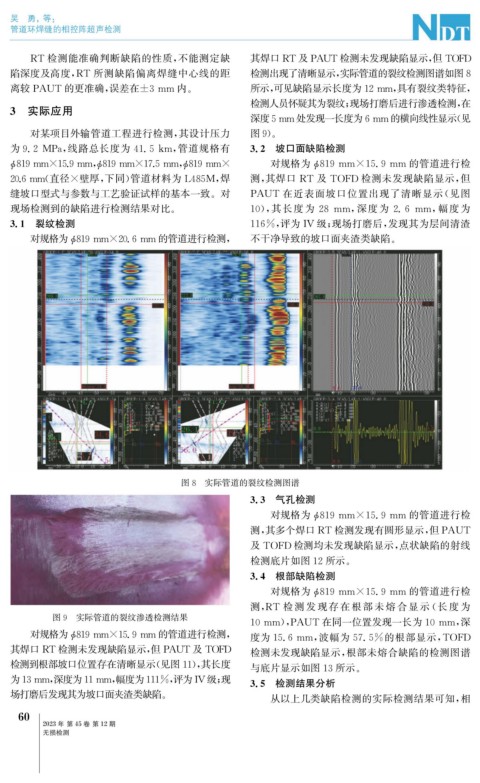
RT 检测能准确判断缺陷的性质, 不能测定缺 其焊口 RT 及 PAUT 检测未发现缺陷显示, 但 TOFD
陷深度及高度, RT 所测缺陷偏离焊缝中心线的距 检测出现了清晰显示, 实际管道的裂纹检测图谱如图8
离较 PAUT 的更准确, 误差在±3mm 内。 所示, 可见缺陷显示长度为12mm , 具有裂纹类特征,
检测人员怀疑其为裂纹; 现场打磨后进行渗透检测, 在
3 实际应用
深度 5mm 处发现一长度为6mm 的横向线性显示( 见
对某项目外输管道工程进行检测, 其设计压力 图9 )。
为9.2 MPa , 线路总长度为 41.5km , 管道规格有 3.2 坡口面缺陷检测
ϕ
ϕ
ϕ
ϕ 819mm×15.mm , 819mm×17.mm , 819mm× 对规格为 819mm×15.9mm 的管道进行检
5
9
20.mm ( 直径×壁厚, 下同) 管道材料为 L485M , 焊 测, 其焊口 RT 及 TOFD 检测未发现缺陷显示, 但
6
缝坡口型式与参数与工艺验证试样的基本一致。对 PAUT 在近表面坡口位置出现了清晰显示( 见图
现场检测到的缺陷进行检测结果对比。 10 ), 其长度为 28 mm , 深度为 2.6 mm , 幅度为
3.1 裂纹检测 116% , 评为IV 级; 现场打磨后, 发现其为层间清渣
对规格为 819mm×20.6mm 的管道进行检测, 不干净导致的坡口面夹渣类缺陷。
ϕ
图8 实际管道的裂纹检测图谱
3.3 气孔检测
对规格为 819mm×15.9mm 的管道进行检
ϕ
测, 其多个焊口 RT 检测发现有圆形显示, 但PAUT
及 TOFD 检测均未发现缺陷显示, 点状缺陷的射线
检测底片如图12所示。
3.4 根部缺陷检测
对规格为 819mm×15.9mm 的管道进行检
ϕ
测, RT 检 测 发 现 存 在 根 部 未 熔 合 显 示 ( 长 度 为
图9 实际管道的裂纹渗透检测结果
10mm ), PAUT 在同一位置发现一长为10mm , 深
对规格为 819mm×15.9mm 的管道进行检测, 度为15.6mm , 波幅为 57.5% 的根部显示, TOFD
ϕ
检测未发现缺陷显示, 根部未熔合缺陷的检测图谱
其焊口 RT 检测未发现缺陷显示, 但 PAUT 及 TOFD
检测到根部坡口位置存在清晰显示( 见图11 ), 其长度
与底片显示如图13所示。
为13mm , 深度为 11mm , 幅度为 111% , 评为 IV级; 现 3.5 检测结果分析
场打磨后发现其为坡口面夹渣类缺陷。
从以上几类缺陷检测的实际检测结果可知, 相
6
0
2023年 第45卷 第12期
无损检测