
Page 57 - 无损检测2023年第十一期
P. 57
宁东明, 等:
不等厚度锥体与筒体优角对接焊缝的多分区 TOFD 检测方法
5.2 产品检测结果讨论 要求, 判定此缺陷为不合格缺陷。通过手工 UT 在
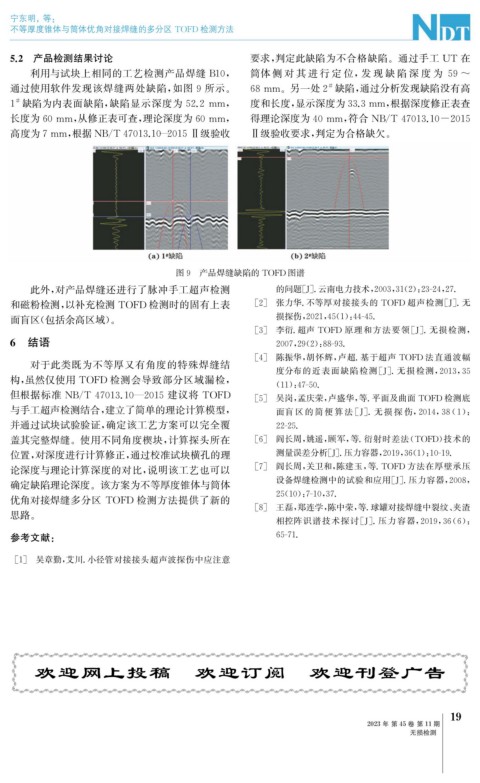
利用与试块上相同的工艺检测产品焊缝 B10 , 筒体 侧 对 其 进 行 定 位, 发 现 缺 陷 深 度 为 59~
#
通过使用软件发现该焊缝两处缺陷, 如图 9 所示。 68mm 。另一处2 缺陷, 通过分析发现缺陷没有高
#
1 缺陷为内表面缺陷, 缺陷显示深度为 52.2mm , 度和长度, 显示深度为33.3mm , 根据深度修正表查
长度为60mm , 从修正表可查, 理论深度为60mm , 得理论深度为40mm , 符合 NB / T47013.10-2015
高度为7mm , 根据 NB / T47013.10 — 2015Ⅱ级验收 Ⅱ级验收要求, 判定为合格缺欠。
图9 产品焊缝缺陷的 TOFD 图谱
此外, 对产品焊缝还进行了脉冲手工超声检测 的问题[ J ] . 云南电力技术, 2003 , 31 ( 2 ): 23-24 , 27.
和磁粉检测, 以补充检测 TOFD 检测时的固有上表 [ 2 ] 张力华. 不等厚对接接头的 TOFD 超声检测[ J ] . 无
面盲区( 包括余高区域)。 损探伤, 2021 , 45 ( 1 ): 44-45.
[ 3 ] 李衍. 超声 TOFD 原理和方法要领[ J ] . 无损检测,
6 结语 2007 , 29 ( 2 ): 88-93.
[ 4 ] 陈振华, 胡怀辉, 卢超. 基于超声 TOFD 法直通波幅
对于此类既为不等厚又有角度的特殊焊缝结
度分布的近表面缺陷检测[ J ] . 无损检测, 2013 , 35
构, 虽然仅使用 TOFD 检测会导致部分区域漏检,
( 11 ): 47-50.
但根据标准 NB / T47013.10 — 2015 建议将 TOFD [ 5 ] 吴岗, 孟庆荣, 卢盛华, 等. 平面及曲面 TOFD 检测底
与手工超声检测结合, 建立了简单的理论计算模型, 面盲 区 的 简 便 算 法 [ J ] . 无 损 探 伤, 2014 , 38 ( 1 ):
并通过试块试验验证, 确定该工艺方案可以完全覆 22-25.
盖其完整焊缝。使用不同角度楔块, 计算探头所在 [ 6 ] 阎长周, 姚遥, 顾军, 等. 衍射时差法( TOFD ) 技术的
位置, 对深度进行计算修正, 通过校准试块横孔的理 测量误差分析[ J ] . 压力容器, 2019 , 36 ( 1 ): 10-19.
论深度与理论计算深度的对比, 说明该工艺也可以 [ 7 ] 阎长周, 关卫和, 陈建玉, 等.TOFD 方法在厚壁承压
确定缺陷理论深度。该方案为不等厚度锥体与筒体 设备焊缝检测中的试验和应用[ J ] . 压力容器, 2008 ,
优角对接焊缝多分区 TOFD 检测方法提供了新的 25 ( 10 ): 7-10 , 37.
[ 8 ] 王磊, 郑连学, 陈中荣, 等. 球罐对接焊缝中裂纹、 夹渣
思路。
相控阵识谱技术探讨[ J ] . 压力容器, 2019 , 36 ( 6 ):
参考文献: 65-71.
[ 1 ] 吴章勤, 艾川. 小径管对接接头超声波探伤中应注意
欢迎网上投稿 欢迎订阅 欢迎刊登广告
9
1
2023年 第45卷 第11期
无损检测