
Page 53 - 无损检测2023年第十一期
P. 53
宁东明, 等:
不等厚度锥体与筒体优角对接焊缝的多分区 TOFD 检测方法
结构的焊缝进行分析, 在模拟试块上进行验证并优 设计压力为1.85MPa , 设计温度为250℃ , 设计制
化 TOFD 操作指导书, 且成功应用于某产品的检 造检验规范有 TSG21 — 2016 《 固定式压力容器安
测, 给同行检测锥体与筒体优角对接特殊结构焊缝 全技术监察规程》; GB150.1~150.4 — 2011 《 压力
提供一些新的思路。 容器》; NB / T47013 — 2015 《 承压设备无损检测》。
需进行 TOFD 检测的筒体与锥体对接焊缝( B10 )
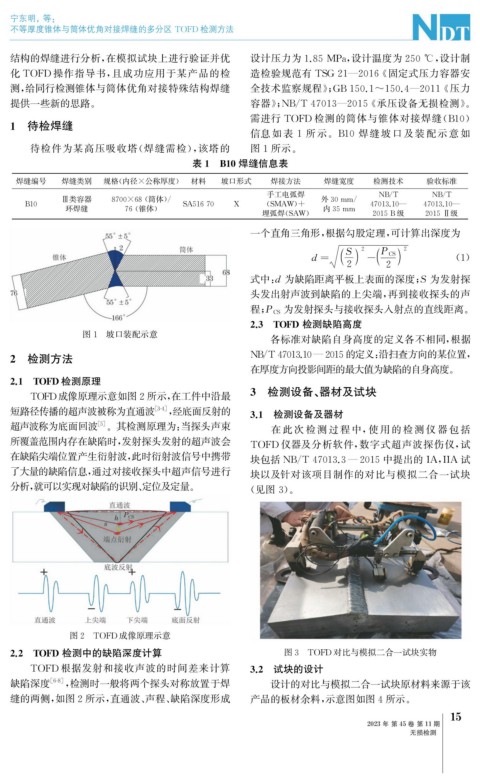
1 待检焊缝
信息 如 表 1 所 示。 B10 焊 缝 坡 口 及 装 配 示 意 如
待检件为某高压吸收塔( 焊缝需检), 该塔的 图1所示。
表1 B10焊缝信息表
焊缝编号 焊缝类别 规格( 内径×公称厚度) 材料 坡口形式 焊接方法 焊缝宽度 检测技术 验收标准
手工电弧焊 NB / T NB / T
Ⅲ类容器 8700×68 ( 筒体)/ 外30mm /
B10 SA51670 X ( SMAW ) + 47013.10 — 47013.10 —
环焊缝 76 ( 锥体) 内35mm
埋弧焊( SAW ) 2015B级 2015Ⅱ级
一个直角三角形, 根据勾股定理, 可计算出深度为
S 2 P CS 2
2
d= - 2 ( 1 )
式中: d 为缺陷距离平板上表面的深度; S 为发射探
头发出射声波到缺陷的上尖端, 再到接收探头的声
为发射探头与接收探头入射点的直线距离。
程; P CS
2.3 TOFD 检测缺陷高度
图1 坡口装配示意
各标准对缺陷自身高度的定义各不相同, 根据
2 检测方法 NB / T47013.0 — 2015的定义: 沿扫查方向的某位置,
1
在厚度方向投影间距的最大值为缺陷的自身高度。
2.1 TOFD 检测原理
TOFD成像原理示意如图2所示, 在工件中沿最 3 检测设备、 器材及试块
短路径传播的超声波被称为直通波 [ 3-4 ] , 经底面反射的 3.1 检测设备及器材
超声波称为底面回波 。其检测原理为: 当探头声束 在 此 次 检 测 过 程 中, 使 用 的 检 测 仪 器 包 括
[ 5 ]
所覆盖范围内存在缺陷时, 发射探头发射的超声波会 TOFD 仪器及分析软件, 数字式超声波探伤仪, 试
在缺陷尖端位置产生衍射波, 此时衍射波信号中携带 块包括 NB / T47013.3 — 2015中提出的IA , IIA 试
了大量的缺陷信息, 通过对接收探头中超声信号进行 块以及针对该项目制作的对比与模拟二合一试块
分析, 就可以实现对缺陷的识别、 定位及定量。 ( 见图 3 )。
图2 TOFD 成像原理示意
2.2 TOFD 检测中的缺陷深度计算 图3 TOFD 对比与模拟二合一试块实物
TOFD 根据发射和接收声波的时间差来计算 3.2 试块的设计
缺陷深度 [ 6-8 ] , 检测时一般将两个探头对称放置于焊 设计的对比与模拟二合一试块原材料来源于该
缝的两侧, 如图2所示, 直通波、 声程、 缺陷深度形成 产品的板材余料, 示意图如图4所示。
5
1
2023年 第45卷 第11期
无损检测