
Page 60 - 无损检测2023年第十一期
P. 60
赵新玉, 等:
基于高频超声检测的焊接缺陷识别
所示, 其由122×104个像素点组成, 经过二值化处理 板中每个像素点的像素值都设为 1 , 将工件中缺陷
后的图像如图5所示。 点的像素值设为1 , 非缺陷点的像素值设为0 。使用
模板按照由左至右、 由上至下的顺序对缺陷覆盖的
矩形区域进行扫描, 对模板与工件对应位置的像素
值进行异或运算, 判断该缺陷是否能覆盖模板, 将大
于缺陷面积阈值的缺陷与其他缺陷区分开。
( 5 )计算缺陷面积, 一个工件中所有缺陷的面
积占比就是缺陷点的个数与所有像素点的个数的比
的缺陷面积占比就是这
值, 大于缺陷面积阈值 S 0
些缺陷中包含的缺陷点与所有像素点的个数比。
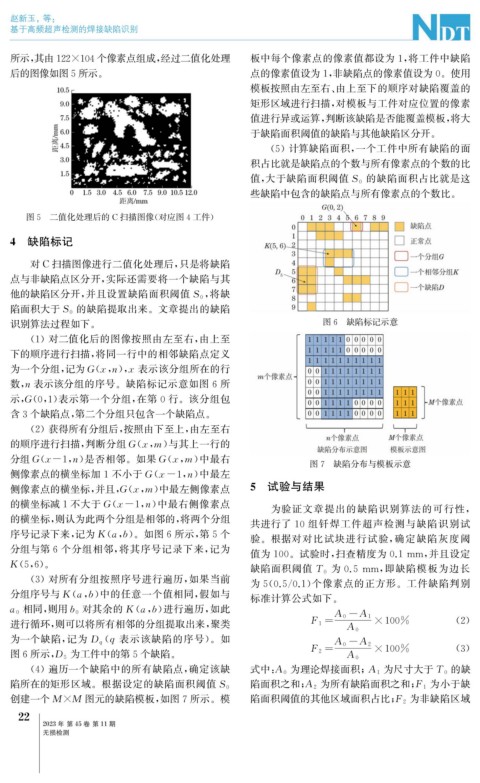
图5 二值化处理后的 C扫描图像( 对应图4工件)
4 缺陷标记
对 C扫描图像进行二值化处理后, 只是将缺陷
点与非缺陷点区分开, 实际还需要将一个缺陷与其
, 将缺
他的缺陷区分开, 并且设置缺陷面积阈值S 0
的缺陷提取出来。文章提出的缺陷
陷面积大于S 0
图6 缺陷标记示意
识别算法过程如下。
( 1 )对二值化后的图像按照由左至右, 由上至
下的顺序进行扫描, 将同一行中的相邻缺陷点定义
为一个分组, 记为G ( x , n ), x 表示该分组所在的行
数, n 表示该分组的序号。缺陷标记示意如图 6 所
示, G ( 0 , 1 ) 表示第一个分组, 在第 0 行。该分组包
含3个缺陷点, 第二个分组只包含一个缺陷点。
( 2 )获得所有分组后, 按照由下至上, 由左至右
的顺序进行扫描, 判断分组G ( x , m ) 与其上一行的
分组G ( x-1 , n ) 是否相邻。如果 G ( x , m ) 中最右
图7 缺陷分布与模板示意
侧像素点的横坐标加1不小于 G ( x-1 , n ) 中最左
侧像素点的横坐标, 并且, G ( x , m ) 中最左侧像素点 5 试验与结果
的横坐标减1不大于 G ( x-1 , n ) 中最右侧像素点
为验证文章提出的缺陷识别算法的可行性,
的横坐标, 则认为此两个分组是相邻的, 将两个分组
共进行了 10 组钎焊工件超声检测与缺陷识别试
序号记录下来, 记为 K ( a , b )。如图6所示, 第5个
验。根据对对比试块进行试验, 确定缺陷灰度阈
分组与第6 个分组相邻, 将其序号记录下来, 记为 值为100 。试验时, 扫查精度为0.1mm , 并且设定
K ( 5 , 6 )。 为 0.5mm , 即缺陷模板为边长
缺陷面积阈值 T 0
( 3 )对所有分组按照序号进行遍历, 如果当前
为5 ( 0.5 / 0.1 ) 个像素点的正方形。工件缺陷判别
分组序号与 K ( a , b ) 中的任意一个值相同, 假如与
标准计算公式如下。
对其余的 K ( a , b ) 进行遍历, 如此
a 0 相同, 则用b 0
A 0-A 1
进行循环, 则可以将所有相邻的分组提取出来, 聚类 F 1= ×100% ( 2 )
A 0
( 表示该缺陷的序号)。如
为一个缺陷, 记为 D q q
A 0-A 2
F 2= ×100% ( 3 )
为工件中的第5个缺陷。
图6所示, D 5
A 0
( 4 )遍历一个缺陷中的所有缺陷点, 确定该缺 的缺
式中: A 0 为理论焊接面积; A 1 为尺寸大于T 0
为小于缺
陷面积之和; A 2 为所有缺陷面积之和; F 1
陷所在的矩形区域。根据设定的缺陷面积阈值S 0
创建一个 M×M 图元的缺陷模板, 如图7所示。模 陷面积阈值的其他区域面积占比; F 2 为非缺陷区域
2
2
2023年 第45卷 第11期
无损检测