
Page 54 - 无损检测2023年第十一期
P. 54
宁东明, 等:
不等厚度锥体与筒体优角对接焊缝的多分区 TOFD 检测方法
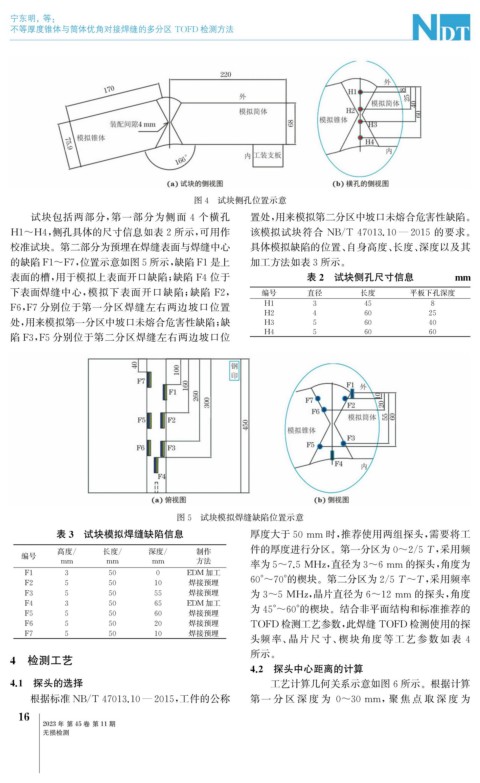
图4 试块侧孔位置示意
试块包括两部分, 第一部分为侧面 4 个横孔 置处, 用来模拟第二分区中坡口未熔合危害性缺陷。
H1~H4 , 侧孔具体的尺寸信息如表2所示, 可用作 该模拟试块符合 NB / T47013.10 — 2015 的要求。
校准试块。第二部分为预埋在焊缝表面与焊缝中心 具体模拟缺陷的位置、 自身高度、 长度、 深度以及其
的缺陷F1~F7 , 位置示意如图5所示, 缺陷F1是上 加工方法如表3所示。
表面的槽, 用于模拟上表面开口缺陷; 缺陷 F4位于 表2 试块侧孔尺寸信息 mm
下表面焊缝中心, 模拟下表面开口缺陷; 缺陷 F2 , 编号 直径 长度 平板下孔深度
F6 , F7分别位于第一分区焊缝左右两边坡口位置 H1 3 45 8
H2 4 60 25
处, 用来模拟第一分区中坡口未熔合危害性缺陷; 缺 H3 5 60 40
陷 F3 , F5分别位于第二分区焊缝左右两边坡口位 H4 5 60 60
图5 试块模拟焊缝缺陷位置示意
表3 试块模拟焊缝缺陷信息 厚度大于50mm 时, 推荐使用两组探头, 需要将工
高度 / 长度 / 深度 / 制作 件的厚度进行分区。第一分区为0~2 / 5T , 采用频
编号
mm mm mm 方法 率为5~7.5MHz , 直径为3~6mm 的探头, 角度为
F1 3 50 0 EDM 加工 60°~70° 的楔块。第二分区为2 / 5T~T , 采用频率
F2 5 50 10 焊接预埋
F3 5 50 55 焊接预埋 为3~5MHz , 晶片直径为6~12mm 的探头, 角度
F4 3 50 65 EDM 加工 为45°~60° 的楔块。结合非平面结构和标准推荐的
F5 5 50 60 焊接预埋
F6 5 50 20 焊接预埋 TOFD 检测工艺参数, 此焊缝 TOFD 检测使用的探
F7 5 50 10 焊接预埋
头频率、 晶片尺寸、 楔块角度 等 工 艺 参 数 如 表 4
4 检测工艺 所示。
4.2 探头中心距离的计算
4.1 探头的选择 工艺计算几何关系示意如图6所示。根据计算
根据标准 NB / T47013.10 — 2015 , 工件的公称 第一 分 区 深 度 为 0~30mm , 聚 焦 点 取 深 度 为
6
1
2023年 第45卷 第11期
无损检测