
Page 61 - 无损检测2023年第十一期
P. 61
赵新玉, 等:
基于高频超声检测的焊接缺陷识别
的面积占比。 对缺陷进行着色, 将各个缺陷区分开, 白色矩形为缺
F 1≥90%且F 2≥65%的工件, 检测结果为合格。 陷模板, 说明该缺陷面积大于缺陷面积阈值。经过
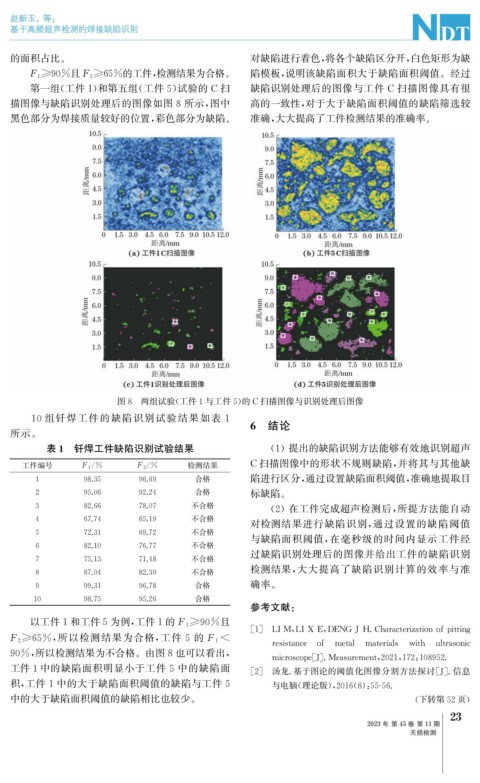
第一组( 工件1 ) 和第五组( 工件5 ) 试验的 C 扫 缺陷识别处理后的图像与工件 C 扫描图像具有很
描图像与缺陷识别处理后的图像如图8所示, 图中 高的一致性, 对于大于缺陷面积阈值的缺陷筛选较
黑色部分为焊接质量较好的位置, 彩色部分为缺陷。 准确, 大大提高了工件检测结果的准确率。
图8 两组试验( 工件1与工件5 ) 的 C扫描图像与识别处理后图像
10 组钎焊工件的缺陷识别试验结果如表 1
6 结论
所示。
表1 钎焊工件缺陷识别试验结果 ( 1 )提出的缺陷识别方法能够有效地识别超声
工件编号 F 1 % F 2 % 检测结果 C扫描图像中的形状不规则缺陷, 并将其与其他缺
/
/
1 98.35 96.69 合格 陷进行区分, 通过设置缺陷面积阈值, 准确地提取目
合格
2 95.06 92.24 标缺陷。
不合格
3 82.66 78.07 ( 2 )在工件完成超声检测后, 所提方法能自动
不合格
对检测结果进行缺陷识别, 通过设置的缺陷阈值
4 67.74 65.19
不合格
5 72.31 69.72
与缺陷面积阈值, 在毫秒级的时间内显示工件经
6 82.10 76.77 不合格
过缺陷识别处理后的图像并给出工件的缺陷识别
7 75.13 71.48 不合格
8 87.04 82.39 不合格 检测结果, 大大提高了缺陷识别计算的效率与准
9 99.31 96.78 合格 确率。
10 98.75 95.26 合格
参考文献:
以工件1和工件5为例, 工件1的F 1≥90%且
[ 1 ] LIM , LIXE , DENGJH.Characterizationofp ittin g
F 2≥65% , 所以检测结果为合格, 工件 5 的 F 1<
resistance of metal materials with ultrasonic
90% , 所以检测结果为不合格。由图8也可以看出,
microsco p e [ J ] .Measurement , 2021 , 172 : 108952.
工件1中的缺陷面积明显小于工件 5 中的缺陷面 [ 2 ] 汤龙. 基于图论的阈值化图像分割方法探讨[ J ] . 信息
积, 工件1中的大于缺陷面积阈值的缺陷与工件5 与电脑( 理论版), 2016 ( 8 ): 55-56.
中的大于缺陷面积阈值的缺陷相比也较少。 ( 下转第52页)
3
2
2023年 第45卷 第11期
无损检测