
Page 49 - 无损检测2021年第七期
P. 49
刘礼良, 等:
基于 CIVA 仿真的管帽焊缝相控阵超声检测工艺
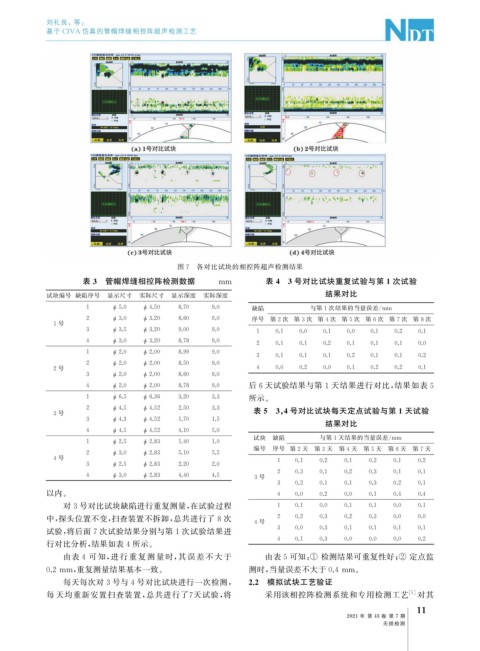
图7 各对比试块的相控阵超声检测结果
表3 管帽焊缝相控阵检测数据 mm 表4 3号对比试块重复试验与第1次试验
试块编号 缺陷序号 显示尺寸 实际尺寸 显示深度 实际深度 结果对比
1 ϕ 5.0 ϕ 4.50 8.70 9.0 缺陷 与第1次结果的当量误差 / mm
2 ϕ 3.0 ϕ 3.20 8.60 9.0 序号 第2次 第3次 第4次 第5次 第6次 第7次 第8次
1号
3 ϕ 3.5 ϕ 3.20 9.00 9.0 1 0.1 0.0 0.1 0.0 0.1 0.2 0.1
4 ϕ 3.0 ϕ 3.20 8.78 9.0 2 0.1 0.1 0.2 0.1 0.1 0.1 0.0
1 ϕ 2.0 ϕ 2.00 8.99 9.0
3 0.1 0.1 0.1 0.2 0.1 0.1 0.2
2 ϕ 2.0 ϕ 2.00 8.50 9.0
2号 4 0.0 0.2 0.0 0.1 0.2 0.2 0.1
3 ϕ 2.0 ϕ 2.00 8.60 9.0
4 ϕ 2.0 ϕ 2.00 8.78 9.0 后6天试验结果与第 1 天结果进行对比, 结果如表 5
1 ϕ 6.5 ϕ 6.36 3.20 3.3 所示。
2 ϕ 4.5 ϕ 4.52 2.50 3.3 表5 3 , 4号对比试块每天定点试验与第1天试验
3号
3 ϕ 4.3 ϕ 4.52 1.70 1.5 结果对比
4 ϕ 4.5 ϕ 4.52 4.10 5.0
试块 缺陷
与第1天结果的当量误差 / mm
1 ϕ 2.5 ϕ 2.83 1.40 1.0
编号 序号 第2天
第3天 第4天 第5天 第6天 第7天
2 ϕ 3.0 ϕ 2.83 5.10 5.5
4号 1 0.1 0.2 0.1 0.2 0.1 0.2
3 ϕ 2.5 ϕ 2.83 2.20 2.0
2 0.3 0.1 0.2 0.3 0.1 0.1
4 ϕ 3.0 ϕ 2.83 4.40 4.5 3号
3 0.2 0.1 0.1 0.3 0.2 0.1
以内。 4 0.0 0.2 0.0 0.1 0.4 0.4
对3号对比试块缺陷进行重复测量, 在试验过程 1 0.1 0.0 0.1 0.1 0.0 0.1
中, 探头位置不变, 扫查装置不拆卸, 总共进行了8次 2 0.2 0.3 0.2 0.3 0.0 0.0
4号
试验, 将后面7次试验结果分别与第1次试验结果进 3 0.0 0.3 0.1 0.1 0.1 0.1
4 0.1 0.3 0.0 0.0 0.0 0.2
行对比分析, 结果如表4所示。
由表 4 可 知, 进 行 重 复 测 量 时, 其 误 差 不 大 于 由表5可知: ① 检测结果可重复性好; ② 定点监
0.2mm , 重复测量结果基本一致。 测时, 当量误差不大于0.4mm 。
每天每次对3号与4号对比试块进行一次检测, 2.2 模拟试块工艺验证
每 天均重新安置扫查装置, 总共进行了 7 天试验, 将 采用该相控阵检测系统和专用检测工艺 [ 5 ] 对其
1
1
2021 年 第 43 卷 第 7 期
无损检测