
Page 47 - 无损检测2021年第七期
P. 47
刘礼良, 等:
基于 CIVA 仿真的管帽焊缝相控阵超声检测工艺
工艺参数如表 1 所示。
1 相控阵超声检测工艺及检测装置研制
表 1 管帽端面上探头仿真工艺参数
1.1 焊缝金相检验 检测 探头位 楔块入射角 / 探头频率 / 角度范围 /
晶片数
抽取一个外径为 89mm , 管壁厚度为 6mm , 管 位置 置 / mm ( ° ) MHz ( ° )
帽厚度为 17mm 的试件进行解剖, 观察焊缝组织结 位置 1 -3 16 13 7.5 10~35
构、 晶粒大小及特点, 用于指导相控阵仿真 [ 3 ] 与工艺 位置 2 5 16 45 7.5 50~80
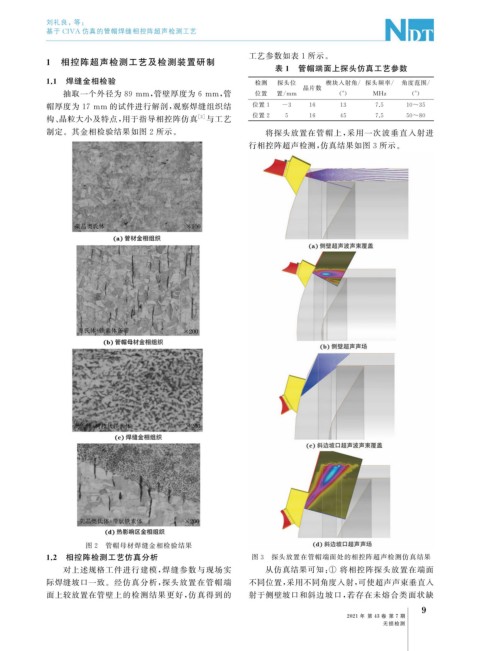
制定。其金相检验结果如图 2 所示。 将探头放置在管帽上, 采用一次波垂直入射进
行相控阵超声检测, 仿真结果如图 3 所示。
图 2 管帽母材焊缝金相检验结果
1.2 相控阵检测工艺仿真分析 图 3 探头放置在管帽端面处的相控阵超声检测仿真结果
对上述规格工件进行建模, 焊缝参数与现场实 从仿真结果可知: ① 将相控阵探头放置在端面
际焊缝坡口一致。经仿真分析, 探头放置在管帽端 不同位置, 采用不同角度入射, 可使超声声束垂直入
面上较放置在管壁上的检测结果更好, 仿真得到的 射于侧壁坡口和斜边坡口, 若存在未熔合类面状缺
9
2021 年 第 43 卷 第 7 期
无损检测