
Page 48 - 无损检测2021年第七期
P. 48
刘礼良, 等:
基于 CIVA 仿真的管帽焊缝相控阵超声检测工艺
陷, 将会有较好的检测效果; ② 采用该种检测方式,
声束不仅能完全覆盖, 还可调整仪器和探头参数, 使
超声声束聚焦于整个坡口面, 可更有效地提高缺陷
检出率和缺陷定量精度; ③ 从管帽端面检测, 管帽
上方有足够的检测空间。
1.3 专用楔块的研制
由仿真分析结果可知, 需选用特殊角度的楔块
进行检测, 由于市场上无合适匹配的楔块, 故根据需
求通过 SolidWorks3D 软件进行探头结构设计, 确
定相关技术参数; 加工制作完成后, 将楔块连接探头
进行声场测试。经多次调试修改, 最终确定楔块声
学参数和结构, 其外观如图 4 所示。
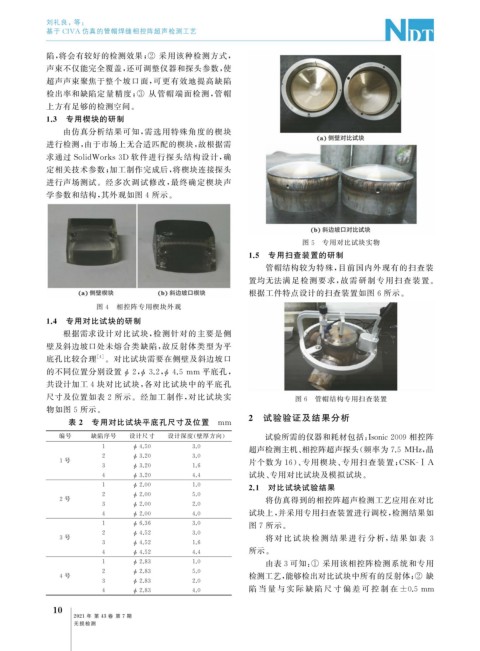
图 5 专用对比试块实物
1.5 专用扫查装置的研制
管帽结构较为特殊, 目前国内外现有的扫查装
置均无法满足检测要求, 故需研制专用扫查装置。
根据工件特点设计的扫查装置如图 6 所示。
图 4 相控阵专用楔块外观
1.4 专用对比试块的研制
根据需求设计对比试块, 检测针对的主要是侧
壁及斜边坡口处未熔合类缺陷, 故反射体类型为平
底孔比较合理 [ 4 ] 。对比试块需要在侧壁及斜边坡口
的不同位置分别设置 ϕ 2 , 3.2 , 4.5mm 平底孔,
ϕ
ϕ
共设计加工 4 块对比试块, 各对比试块中的平底孔
尺寸及位置如表 2 所示。经加工制作, 对比试块实 图 6 管帽结构专用扫查装置
物如图 5 所示。
2 试验验证及结果分析
表 2 专用对比试块平底孔尺寸及位置 mm
编号 缺陷序号 设计尺寸 设计深度( 壁厚方向) 试验所需的仪器和耗材包括: Isonic2009 相控阵
1 ϕ 4.50 3.0 超声检测主机、 相控阵超声探头( 频率为7.5MHz , 晶
2 ϕ 3.20 3.0
1 号 片个数为 16 )、 专用楔块、 专用扫查装置; CSK-ⅠA
3 ϕ 3.20 1.6
4 ϕ 3.20 4.4 试块、 专用对比试块及模拟试块。
1 ϕ 2.00 1.0 2.1 对比试块试验结果
2 ϕ 2.00 5.0
2 号 将仿真得到的相控阵超声检测工艺应用在对比
3 ϕ 2.00 2.0
4 ϕ 2.00 4.0 试块上, 并采用专用扫查装置进行调校, 检测结果如
1 ϕ 6.36 3.0 图 7 所示。
3 号 2 ϕ 4.52 3.0 将对 比 试 块 检 测 结 果 进 行 分 析, 结 果 如 表 3
3 ϕ 4.52 1.6
4 ϕ 4.52 4.4 所示。
1 ϕ 2.83 1.0 由表3可知: ① 采用该相控阵检测系统和专用
2 ϕ 2.83 5.0
4 号 检测工艺, 能够检出对比试块中所有的反射体; ② 缺
3 ϕ 2.83 2.0
4 ϕ 2.83 4.0 陷 当 量 与 实 际 缺 陷 尺 寸 偏 差 可 控 制 在 ±0.5mm
0
1
2021 年 第 43 卷 第 7 期
无损检测