
Page 116 - 无损检测2021年第四期
P. 116
谭姚姚:
含热塑性纱线的 RTM 成型工艺复合材料的超声检测
f
λ= ( 1 )
v
式中: 为中心频率 。
f
超声探头的频率为 5 MHz , 选用接近零孔隙率
的试样, 测得其声速约为2857m · s , 根据式( 1 ) 可
-1
以计算出声波波长约为 570 μ m , 当试样中界面尺寸
大于 570 μ m 以上时, 声波会发生反射。试验用的
RTM 成型复合材料中除了纤维和树脂基体外, 还
存在热塑性纱线, 在树脂固化过程中, 由于热塑性纱
线和树脂基体不相容, 所以两者存在界面。
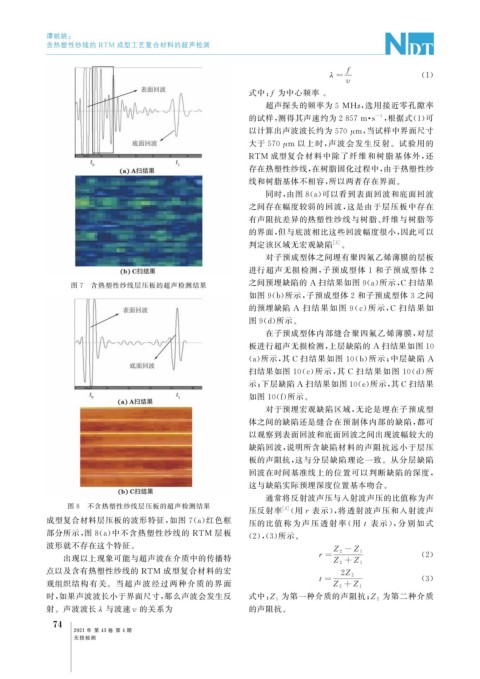
同时, 由图 8 ( a ) 可以看到表面回波和底面回波
之间存在幅度较弱的回波, 这是由于层压板中存在
有声阻抗差异的热塑性纱线与树脂、 纤维与树脂等
的界面, 但与底波相比这些回波幅度很小, 因此可以
判定该区域无宏观缺陷 [ 3 ] 。
对子预成型体之间埋有聚四氟乙烯薄膜的层板
进行超声无损检测, 子预成型体 1 和子预成型体 2
图 7 含热塑性纱线层压板的超声检测结果 之间预埋缺陷的 A 扫结果如图 9 ( a ) 所示, C 扫结果
如图 9 ( b ) 所示, 子预成型体 2 和子预成型体 3 之间
的预埋缺陷 A 扫结果如图 9 ( c ) 所示, C 扫结果如
图 9 ( d ) 所示。
在子预成型体内部缝合聚四氟乙烯薄膜, 对层
板进行超声无损检测, 上层缺陷的 A 扫结果如图 10
( a ) 所示, 其 C 扫结果如图 10 ( b ) 所示; 中层缺陷 A
扫结果如图 10 ( c ) 所示, 其 C 扫结果如图 10 ( d ) 所
示; 下层缺陷 A 扫结果如图10 ( e ) 所示, 其 C 扫结果
如图 10 ( f ) 所示。
对于预埋宏观缺陷区域, 无论是埋在子预成型
体之间的缺陷还是缝合在预制体内部的缺陷, 都可
以观察到表面回波和底面回波之间出现波幅较大的
缺陷回波, 说明所含缺陷材料的声阻抗远小于层压
板的声阻抗, 这与分层缺陷理论一致。从分层缺陷
回波在时间基准线上的位置可以判断缺陷的深度,
这与缺陷实际预埋深度位置基本吻合。
通常将反射波声压与入射波声压的比值称为声
图 8 不含热塑性纱线层压板的超声检测结果
压反射率 [ 4 ] ( 用r 表示), 将透射波声压和入射波声
成型复合材料层压板的波形特征, 如图 7 ( a ) 红色框 压的比值 称 为 声 压 透 射 率 ( 用t 表 示), 分 别 如 式
部分所示, 图 8 ( a ) 中不含热塑性纱线的 RTM 层板
( 2 ),( 3 ) 所示。
波形就不存在这个特征。
Z 2 -Z 1
出现以上现象可能与超声波在介质中的传播特 r= ( 2 )
Z 2 +Z 1
点以及含有热塑性纱线的 RTM 成型复合材料的宏
2Z 2
t= ( 3 )
观组织结构有关。当超声波经过两种介质的 界面
Z 2 +Z 1
时, 如果声波波长小于界面尺寸, 那么声波会发生反 式中: Z 1 为第一种介质的声阻抗; Z 2 为第二种介质
射。声波波长λ 与波速v 的关系为 的声阻抗。
4
7
2021 年 第 43 卷 第 4 期
无损检测