
Page 114 - 无损检测2021年第四期
P. 114
谭姚姚:
含热塑性纱线的 RTM 成型工艺复合材料的超声检测
表 2 主要设备
名称 规格或牌号 生产厂家 用途
自动铺缝设备 - - 用于铺缝预制体制造
液压机 - 天锻 用于 RTM 工艺锁模
注胶机 - - 用于 RTM 工艺注胶
模温机 - - 用于 RTM 工艺固化加热
便携式超声 OMINISCAN
奥林巴斯 对试板进行 A 扫和 C 扫
扫描仪 MX2
试样金相镶嵌机 - - 金相试样的包覆和固化
金相显微镜 AxioSco p e 蔡司 对试样内部形貌进行观察
带有机械运动支架, 可进行平面 C 扫描, 探头选用
5MHz 、 64 晶片的相控阵探头。
1.2 试样的制备
图 1 常用复合材料预成型体类型 1.2.1 预成型体 RTM 成型复合材料层压板的工艺
表 1 主要原辅材料 流程
名称 规格或牌号 生产厂家 用途 试验采用的预成型体分为两种, 一种为含有热塑
碳纤维 HF10 江苏恒神 增强体 性纱线的编织织物, 一种为不含热塑性纱线的双向
热塑性纱线 167D 进口 用于缝合纤维 布。试验选用平板层压板, 厚度相同, 纤维体积含量
环氧树脂 EH301 江苏恒神 基体 控制在( 53±3 ) % , 在完成预成型体制作后采用 RTM
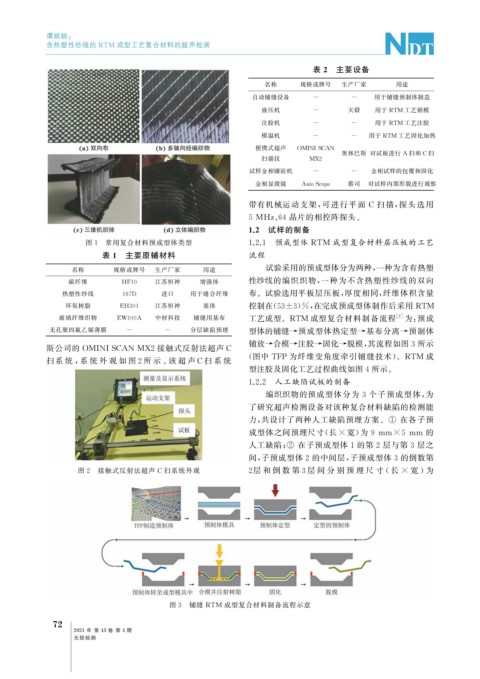
玻璃纤维织物 EW100A 中材科技 铺缝用基布 工艺成型。 RTM 成型复合材料制备流程 [ 2 ] 为: 预成
无孔聚四氟乙烯薄膜 - - 分层缺陷预埋 型体的铺缝→ 预成型体热定型 → 基布分离 → 预制体
铺放→合模→注胶→固化→脱模, 其流程如图3所示
斯公司的 OMINISCAN MX2 接触式反射法超声 C
( 图中 TFP 为纤维变角度牵引铺缝技术)。 RTM 成
扫系 统 , 系 统 外 观 如 图2所 示 。 该 超 声 C扫 系 统
型注胶及固化工艺过程曲线如图4所示。
1.2.2 人工缺陷试板的制备
编织织物的预成型体分为 3 个子预成型体, 为
了研究超声检测设备对该种复合材料缺陷的检测能
力, 共设计了两种人工缺陷预埋方案。 ① 在各子预
成型体之间预埋尺寸( 长 × 宽) 为 9 mm×5 mm 的
人工缺陷; ② 在子预成型体 1 的第 2 层与第 3 层之
间, 子预成型体 2 的中间层, 子预成型体 3 的倒数第
图 2 接触式反射法超声 C 扫系统外观 2 层 和 倒 数 第3层 间 分 别 预 埋 尺 寸 ( 长 × 宽 ) 为
图 3 铺缝 RTM 成型复合材料制备流程示意
2
7
2021 年 第 43 卷 第 4 期
无损检测