
Page 115 - 无损检测2021年第四期
P. 115
谭姚姚:
含热塑性纱线的 RTM 成型工艺复合材料的超声检测
图 4 RTM 成型注胶及固化工艺过程曲线
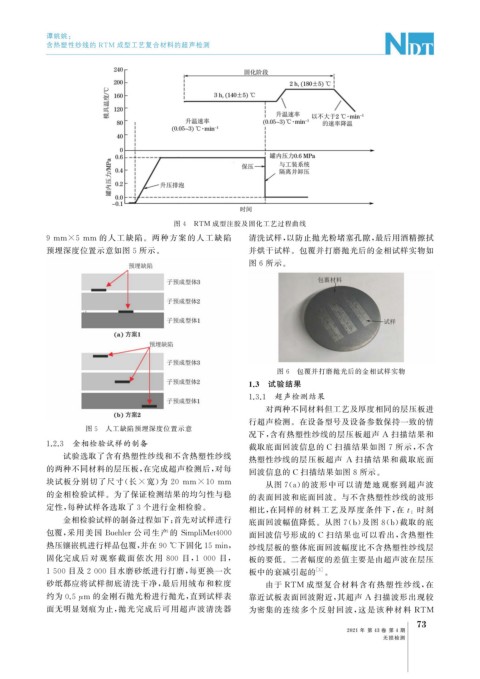
9mm×5mm 的人工缺陷。两种方案的人 工缺陷 清洗试样, 以防止抛光粉堵塞孔隙, 最后用酒精擦拭
预埋深度位置示意如图 5 所示。 并烘干试样。包覆并打磨抛光后的金相试样实物如
图 6 所示。
图 6 包覆并打磨抛光后的金相试样实物
1.3 试验结果
1.3.1 超声检测结果
对两种不同材料但工艺及厚度相同的层压板进
行超声检测。在设备型号及设备参数保持一致的情
图 5 人工缺陷预埋深度位置示意
况下, 含有热塑性纱线的层压板超声 A 扫描结果和
1.2.3 金相检验试样的制备 截取底面回波信息的 C 扫描结果如图 7 所示, 不含
试验选取了含有热塑性纱线和不含热塑性纱线 热塑性纱线的层压板超声 A 扫描结果和截取底面
的两种不同材料的层压板, 在完成超声检测后, 对每
回波信息的 C 扫描结果如图 8 所示。
从图 7 ( a ) 的波形中可以清楚地观察到超声波
块试板分别切了尺寸( 长 × 宽) 为 20 mm×10 mm
的金相检验试样。为了保证检测结果的均匀性与稳 的表面回波和底面回波。与不含热塑性纱线的波形
定性, 每种试样各选取了 3 个进行金相检验。 时刻
相比, 在同样的材料工艺及厚度条件下, 在t 1
金相检验试样的制备过程如下: 首先对试样进行 底面回波幅值降低。从图 7 ( b ) 及图 8 ( b ) 截取的底
包覆, 采用美国 Buehler公司生产 的 Sim p liMet4000 面回波信号形成的 C 扫结果也可以看出, 含热塑性
热压镶嵌机进行样品包覆, 并在90℃下固化15min , 纱线层板的整体底面回波幅度比不含热塑性纱线层
固化完成 后 对 观 察 截 面 依 次 用 800 目, 1000 目, 板的要低。二者幅度的差值主要是由超声波在层压
1500 目及 2000 目水磨砂纸进行打磨, 每更换一次 板中的衰减引起的 [ 3 ] 。
砂纸都应将试样彻底清洗干净, 最后用绒布和粒度 由于 RTM 成型复合材料含有热塑性纱线, 在
约为0.5 μ m 的金刚石抛光粉进行抛光, 直到试样表 靠近试板表面回波附近, 其超声 A 扫描波形出现较
面无明显划痕为止, 抛光完成后可用超声波清洗器 为密集的连续多个反射回波, 这是该种材料 RTM
3
7
2021 年 第 43 卷 第 4 期
无损检测