
Page 61 - 无损检测2021年第三期
P. 61
张晓峰, 等:
核电细晶铁素体钢管道焊缝相控阵超声检测与传统射线检测的技术等效性
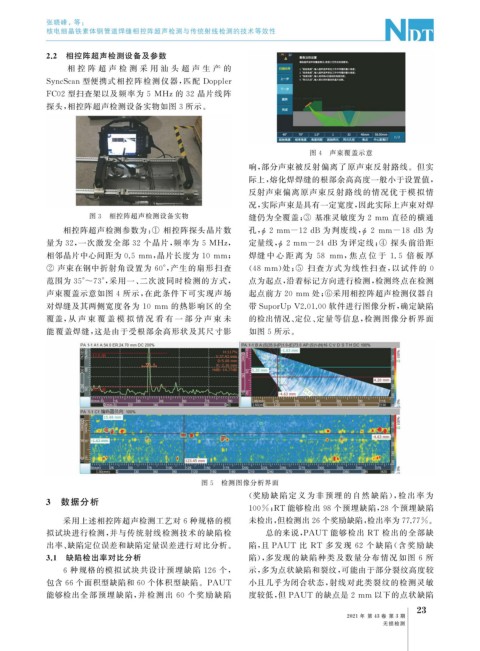
2.2 相控阵超声检测设备及参数
相 控 阵 超 声 检 测 采 用 汕 头 超 声 生 产 的
S y ncScan型便携式相控阵检测仪器, 匹配 Do pp ler
FC02 型扫查架以及频率为 5 MHz的 32 晶片线阵
探头, 相控阵超声检测设备实物如图 3 所示。
图 4 声束覆盖示意
响, 部分声束被反射偏离了原声束反射路线。但实
际上, 熔化焊焊缝的根部余高高度一般小于设置值,
反射声束偏离原声束反射路线的情况优于模拟情
况, 实际声束是具有一定宽度, 因此实际上声束对焊
图 3 相控阵超声检测设备实物 缝仍为全覆盖; ③ 基准灵敏度为 2mm 直径的横通
相控阵超声检测参数为: ① 相控阵探头晶片数 孔, 2mm-12dB 为判废线, 2 mm-18dB 为
ϕ
ϕ
量为 32 , 一次激发全部 32 个晶片, 频率为 5MHz , 定量线, 2mm-24dB 为评定线; ④ 探头前沿距
ϕ
相邻晶片中心间距为 0.5mm , 晶片长度为 10mm ; 焊缝 中 心 距 离 为 58 mm , 焦 点 位 于 1.5 倍 板 厚
② 声束在钢中折射角设置为 60° , 产生的扇形扫查 ( 48mm ) 处; ⑤ 扫查方式为线性扫查, 以试件的 0
范围为 35°~73° , 采用一、 二次波同时检测的方式, 点为起点, 沿着标记方向进行检测, 检测终点在检测
声束覆盖示意如图 4 所示, 在此条件下可实现声场 起点前方 20mm 处; ⑥ 采用相控阵超声检测仪器自
对焊缝及其两侧宽度各为 10 mm 的热影响区的全 带 Su p orU pV2.01.00 软件进行图像分析, 确定缺陷
覆盖, 从 声 束 覆 盖 模 拟 情 况 看 有 一 部 分 声 束 未 的检出情况、 定位、 定量等信息, 检测图像分析界面
能 覆盖焊缝, 这是由于受根部余高形状及其尺寸影 如图 5 所示。
图 5 检测图像分析界面
( 奖励 缺 陷 定 义 为 非 预 埋 的 自 然 缺 陷), 检 出 率 为
3 数据分析
100% ; RT 能够检出 98 个预埋缺陷, 28 个预埋缺陷
采用上述相控阵超声检测工艺对 6 种规格的模 未检出, 但检测出26个奖励缺陷, 检出率为77.77% 。
拟试块进行检测, 并与传统射线检测技术的缺陷检 总的来说, PAUT 能够检出 RT 检出的全部缺
出率、 缺陷定位误差和缺陷定量误差进行对比分析。 陷, 且 PAUT 比 RT 多 发 现 62 个 缺 陷 ( 含 奖 励 缺
3.1 缺陷检出率对比分析 陷), 多发现的缺陷种类及数量分布情况如图 6 所
6 种规格的模拟试块共设计预埋缺陷 126 个, 示, 多为点状缺陷和裂纹, 可能由于部分裂纹高度较
小且几乎为闭合状态, 射线对此类裂纹的检测灵敏
包含 66 个面积型缺陷和 60 个体积型缺陷。 PAUT
能够检出全部预埋缺陷, 并检测出 60 个奖 励缺陷 度较低, 但 PAUT 的缺点是 2mm 以下的点状缺陷
3
2
2021 年 第 43 卷 第 3 期
无损检测